Курсовая работа: Расчет металлорежущих инструментов
Весь припуск Аш снимают черновые, переходные и чистовые зубья протяжки.
Припуск на черновую часть рассчитывают по формуле
Ашч = Аш – (Аш пер + Аш чист ), мм,
где Аш пер =0.32 мм– припуск, снимаемый переходными зубьями протяжки,
Аш чист =0.08 мм– припуск, снимаемый чистовыми зубьями протяжки.
Ашч = 6.785 – (0.32 + 0.08)=6.385 мм.
1.6.2 Расчет количества зубьев
Количество черновых секций
![]() , шт.
, шт.
где Sшч =0.16– подъем на зуб в черновых секциях.
![]() ,
,
принимаем ![]() .
.
Количество черновых зубьев
Zшч =2ішч .+1
Единица прибавляется из-за того, что первый зуб протяжки выполняется без подъема - его диаметр равняется диаметру предварительно обработанного отверстия с нижним отклонением. Это делается для того, чтобы избежать случайного увеличения нагрузки на первый зуб из-за неравномерности припуска, побочных включений в металл и др.
![]() .
.
Количество переходных зубьев
Zшпер =2ішпер ,
где ішпер =2 [3,стр.11,табл. 7]- количество переходных секций.
![]()
Количество чистовых зубьев Zшчист =2 [3,стр.11,табл.8]. Количество калибрующих зубьев Zшкал =3 [3,стр.11,табл. 8].
1.6.3 Расчет допуска на ширину шлицев протяжки
Ширина шлицев на протяжке должна обеспечить ширину паза шлицевой втулки в пределах поля допуска. Во время работы происходит разбивание паза. поэтому допуск на изготовление шлицев протяжки не совпадает с допуском на ширину паза шлицевой втулки. Взаимное расположение полей допусков паза и шлица протяжки показано на рис. 1.3.
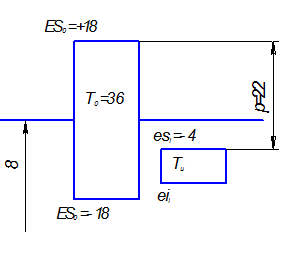
Рисунок 1.3 – Положение полей допусков на ширину шлица протяжки
Допуск рассчитывается по формуле:
bu =bo +eSo –p,
где bи =8 мм- номинальная ширина шлица протяжки,
bo =8 мм- номинальная ширина шлица втулки,
еso = +0.018- верхнее отклонение размера ширины шлица втулки,