Курсовая работа: Расчет металлорежущих инструментов
To - допуск размера ширины шлица втулки,
Tи - допуск размера ширины шлица протяжки,
ESи - верхнее отклонение размера ширины шлица протяжки,
EIи - нижнее отклонение размера ширины шлица протяжки,
![]() - разбивание ширины шлица протяжки,
- разбивание ширины шлица протяжки,
∆1 – накопленная погрешность окружного шага шлицев протяжки
∆2 - допуск параллельности боковых поверхностей зубьев протяжки относительно оси центров на 500 мм длины,
∆3 – допуск симметричности зубьев относительно оси центров в поперечном разрезе зуба протяжки.
∆1 = 0.010 мм [3,стр.26 ,табл.17],
∆2 = 0.012 мм [3,стр.26 ],
∆3 = 0.016 мм [3,стр.26 ].
![]() мм.
мм.
bu =8+0.018–0.022= 7.996 мм.
1.6.4 Параметры выкружок
Шлицевые черновые и переходные зубья группируются в секции, причем первые зубья в каждой секции имеют на боковых сторонах выкружки для распределения стружки по ширине, а вторые выполняются без выкружок, заниженные по диаметру на 0,02-0,04 мм для компенсации упругой деформации металла втулки. Радиус выкружки выбирается графически так, чтобы ширина первого зуба секции была приблизительно на половину меньше ширины второго зуба. Глубина выкружки должна быть не меньше 3Sz ..
Чистовые зубья выполняют не секционированными с подъемом на каждый зуб. Выкружок на чистовых и калибрующих зубьях нет.
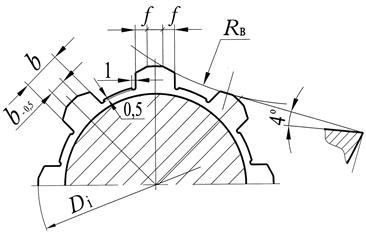 |
Рисунок 1.4 – Профиль черновых и переходных шл и цевых зубьев с
выкружками
В нашем случае b =8 мм, f = 2 мм, RB=50 мм [3,стр.20, табл. 16].
1.6.5 Расчет длины шлицевой части протяжки
Для повышения точности обработанной поверхности шаг чистовых и калибрующих зубьев принимают меньшим, чем шаг черновых зубьев tчист = (0,7-0,8) t, гг.
ℓш = (Zш ч + Zш пер )*t +(Zш чистый + Zш кал )* tчист , мм.
![]() мм.
мм.
1.7 Определение конструктивных размеров протяжки
1.7.1 Определение диаметров зубьев
Все черновые и переходные зубья в шлицевой части протяжки объединены в группы. В пределах каждой группы зубья отличаются между собой шириной, между группами - диаметром.
Диаметры первых зубьев групп определяют путем приложения двойного подъема на зуб к диаметру первого зуба предыдущей группы
di+1 = di + 2 Szч , мм.
Диаметр второго зуба группы выполняются меньшим по диаметру на 0,02-0,04мм для компенсации упругой деформации обрабатываемого металла.
Зубья на чистовых частях протяжки выполняют несекционированними, т.е. диаметр каждого следующего зуба рассчитывается по формуле:
di+1 = di + 2 Sz истч , мм.
Диаметры последнего чистового зуба и всех калибрующих одинаковые и равны максимальному диаметру обработанной втулки с учетом допуска на разбивку.
Все расчеты представлены в Приложении А.