Курсовая работа: Расчет норм времени на сверлильной, фрезерной и токарной операциях
Таким образом:
Т п.з. = Т п.з.А + Т п.з.Б +Т п.з.В = 13+0+6 = 19 мин
Штучное время
Штучное время рассчитывается без учета размера партии и подготовительно-заключительного времени:
Т шт = (Т О + Т В )* (1 + (a Обс + a Отд )/100) = (0,4+3,34)*(1+(0,04+0,04)) ≈ 4,04 мин
Штучно-калькуляционное время
Штучное-калькуляционное время является нормой времени на обработку одной детали из партии заданного размера и рассчитывается с учетом всех составляющих:
Т шк.к =Т шт + Т п.з. / N = 4,04+ 19. / 257 ≈ 4,11 м ин
2. Расчёт нормы времени на фрезерной операции
Исходные данные:
10. Деталь — шайба
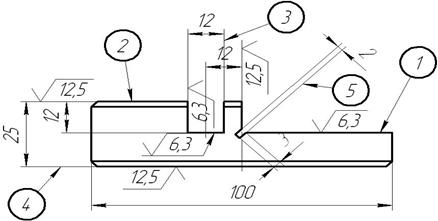
Рис. 1. Эскиз детали
11. Величина партии запуска деталей N= 131 шт.
12. Операция — фрезерная;.
13. Обрабатываемый материал СЧ20, σв =196 МПа = 19,6 кг/мм2 ; НВ 170…241
14. Характер заготовки — заготовка предварительно обработана, припуск составляет 1,5 мм.
15. Станок — вертикально-фрезерный, мод 6Р12. Частота вращения шпинделя и величины подач станка см. в табл.1-3.
16. Приспособление: самоцентрирующие машинные тиски с ручным зажимом
Таблица 1
Частота вращения шпинделя станка мод. 6Р12, мин-1
| 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 |
| 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 |
Таблица 2
Продольные и поперечные подачи станка мод. 6Р12, мм/мин.
| 25 | 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 |
Таблица 3
Вертикальные подачи станка мод. 6Р12, мм/мин.
| 8,3 | 10,5 | 13,3 | 16,7 | 21 | 27,7 | 33,3 | 41,7 | 53,3 |
| 66,7 | 83,3 | 105 | 133 | 167 | 210 | 278 | 333 | 418 |
17. Режущий инструмент :
- фреза торцовая: ГОСТ 9473-80; материал режущей части ВК6, число зубьев z = 12, диаметр D = 125 мм, ширина В = 42 мм;
- фреза концевая ГОСТ 17026-71, длина L = 96 мм, длина режущей части l = 26мм, число зубьев z = 4, материал режущей части - быстрорежущая сталь.
18. Измерительный инструмент — штангенциркуль.
19. Приспособление — самоцентрирующие машинные тиски.