Курсовая работа: Размерный анализ сборочной единицы (тихоходного вала редуктора)
Предельные отклонения ширины пазов на валах: ![]() ;.
;.
Предельные отклонения ширины пазов во втулках: ![]() .
.
Предельные отклонения ширины шпонок: ![]()
Посадка шпонки на вал ![]() ; - переходная.
; - переходная.
Предельные значения зазоров и натягов в соединениях:
Smax = ES – ei = 0,0 – (- 0,052) = 0,052 мм;
Nmax = es – EI = 0 – (- 0,052) = 0,052 мм.
Допускпосадки:
TSN = Smax + Nmax = 0,052 + 0,052 = 0,104 мм.
Посадка шпонки во втулку ![]() ; - переходная.
; - переходная.
Предельные значения зазоров и натягов в соединениях:
Smax = ES – ei = 0,018 – (- 0,052) = 0,070 мм;
Nmax = es – EI = 0 – (- 0,018) = 0,018 мм.
Допускпосадки:
TSN = Smax + Nmax = 0,070 + 0,018 = 0,088 мм
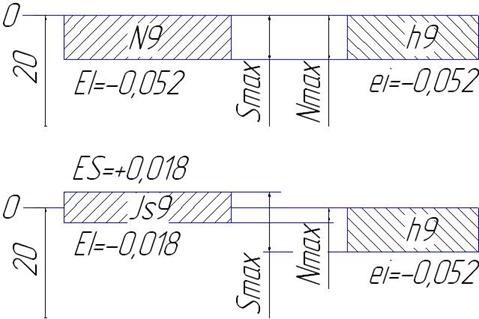
Рисунок 4.15 – Схемы полей допусков шпоночных соединений (шпонка b x h х l = 20 х 12 х 100 мм ГОСТ 23360-78).
4.4 Посадки резьбовых соединений
Для крепления крышек подшипников к корпусу редуктора применяется резьбовое соединение болтами М10, М12. В данном случае герметичность соединения не требуется, а наличие зазора способствует более равномерному распределению нагрузки между витками резьбы, предотвращает заклинивание, уменьшает трение, компенсирует возможные перекосы резьбы. Исходя из этого назначаю посадку резьбы с зазором
![]()
Номинальный диаметр резьбы d (D) = 10 мм. Шаг резьбы р = 1,0 мм. Допуски диаметров резьбы для 6-й степени точности при нормальной длине свинчивания определяем по:
Td 2 = 112 мкм = 0,112 мм; ТD2 = 150 мкм= 0,150 мм;
Тd = 180 мкм = 0,180 мм; ТD = не нормируется;
Td1 = не нормируется; ТD1 = 236 мкм = 0,236 мм.
Определяю предельные отклонения резьбы:
d: es = - 0,026 мм; ei = - 0,206 мм;
d2 : es = - 0,026 мм; ei = -0,138 мм;
d1 : es = - 0,026 мм; ei = не нормируется;
D: ES = не нормируется; EI = 0 мм;