Курсовая работа: Размерный анализ сборочной единицы (тихоходного вала редуктора)
D1 : ES = 0,236 мм; EI = 0 мм.
Определяем средний и внутренний диаметры резьбы по:
d 2 (D 2 ) = d – 1 + 0,350 =10 – 1 + 0,350 =8,650 мм;
d1 (D1 ) = d – 2 + 0,917 = 10 – 2 + 0,917 =8,917 мм.
Определяю предельные размеры наружной резьбы (болта):
d 2 max = d2 + es = 8,650 – 0,026 = 8,624 мм;
d 2 min = d2 + ei = 8,650 – 0,138 = 8,512 мм;
d1 max = d1 + es = 8,917 – 0,026 = 8,891 мм;
d1 min = d1 + ei = не нормируется;
d max = d + es = 10 – 0,026 = 9,974 мм;
d min = d + ei = 10 – 0,206 = 9,794 мм.
Определяю предельные размеры внутренней резьбы (резьбовое отверстие):
D 2 max = D2 + ES = 8,650 + 0,150 = 8,80 мм;
D 2 min = D2 + EI = 8,650 + 0 = 8,650 мм;
D 1 max = D1 + ES = 8,917 + 0,236 = 9,153 мм;
D1 min = D1 + EI = 8,917 + 0 = 8,917 мм;
D max = не нормируется;
D min = D + EI = 10 + 0 = 10,0 мм.
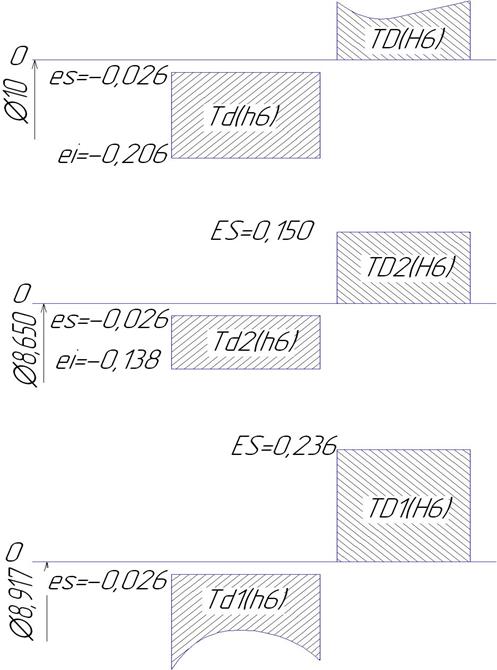
Рисунок 4.16- Схема полей допусков резьбового соединения М10- ![]() (средний диаметр)
(средний диаметр)
5 РАЗМЕРНЫЙ АНАЛИЗ СБОРОЧНОЙ ЕДИНИЦЫ
Размерный анализ сборочной единицы будем производить методом полной взаимозаменяемости. Чтобы обеспечить полную взаимозаменяемость, размерные цепи рассчитывают методом максимума-минимума, при котором допуск замыкающего размера определяют арифметическим сложением допусков составляющих размеров. Метод расчета на максимум-минимум, учитывающий только предельные отклонения звеньев размерной цепи и самые неблагоприятные их сочетания, обеспечивает заданную точность сборки без подгонки (подбора) деталей.
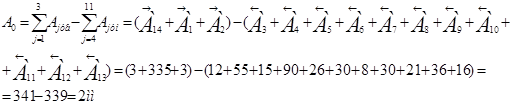
Определим номинальное, наибольшее и наименьшее значения и допуск замыкающего звена А0 (рис. 17).
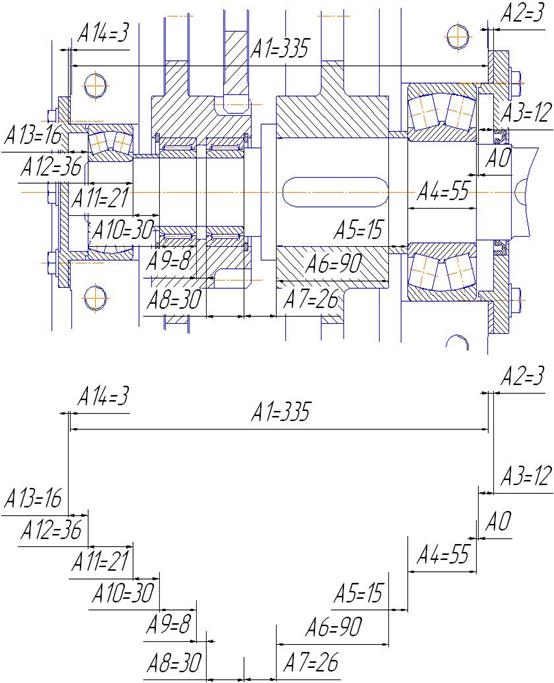
Рисунок 5.1- Сборочная размерная цепь
В размерную цепь входят 4 стандартных звена – это подшипники (А4, А8, А10, А12).
Для расчета отклонения замыкающего звена назначим допуски звеньев, если поле допуска увеличивающих размеров деталей H10, уменьшающих h9:
Увеличивающие: Н10: A14=3+0.040 , A1=335+0.230 , A2=3+0.040 ;
Уменьшающие: H9: A3=12-0,043 , A5=15-0,043 , A6=90-0,0,87 , A7=26-0,052 , A9=8-0,036 , A11=21-0,052 , A13=16-0,043 .