Курсовая работа: Разработка мероприятий по снижению разнотолщинности полосы на стане кварто 1700
Введение
Процесс холодной прокатки металла в виде полос и листов толщиной от 6 мм до 0,1 мм и менее (до 0,001 мм) получил большое распространение благодаря получению готовой холоднокатаной продукции широкого сортамента и высокого качества.
Холодная прокатка обеспечивает получение полос и листов с высокой чистотой поверхности, узкими допусками на геометрические размеры, с необходимыми механическими и физическими свойствами.
Точность полосы является важной характеристикой ее качества. С одной стороны, уменьшение разнотолщинности диктуется потребителями тонкого листа, производящими из него изделия штамповкой и другими операциями обработки металлов давлением (ОМД). Чтобы предотвратить это явление необходимо на стан установить нажимное устройство, отвечающее всем параметрам стана кварто-1700. В этой работе сравнивается два нажимных устройства электромеханическое и гидравлическое.
1. Технологическая схема производства холоднокатаного листа из непрерывнолитых слябов
Технологическая схема производства холоднокатаного листа из непрерывно литых слябов приведена на рисунке 1.
Исходным материалом для выплавки нержавеющей стали является металлический лом, поставляемый в контейнерах железнодорожным транспортом из копрового цеха.
Выплавка нержавеющей стали, производится методом аргонно-кислородного рафинирования полупродукта, выплавленного в дуговой электропечи ДСП-100, в агрегате АКР, доводкой в агрегате «ковш-печь» с последующей разливкой стали на машинах непрерывного литья заготовок, порезкой слябов на мерные длины, охлаждением и зачисткой поверхности.
Затем слябы поступают на стан горячей прокатки, где их нагревают и прокатывают на стане 2300/1700 на листы толщиной 3,5…6 мм, шириной 900…1100 мм.
Горячекатаный подкат в виде рулонов весом 3…5 тонн после термообработки, травления и обрезки кромок на непрерывном закалочно-травильном агрегате, прокатывается на стане кварто-1700 и дрессируется на стане дуо-1700. Затем производится порезка на листы и упаковка на агрегате упаковки пачек листов.
2. Производство листовых заготовок
Заготовкой является непрерывно литой сляб толщиной 150…170 мм, шириной 1050…1550 мм и длиной 3600…4100 мм.
Технология производства состоит из следующих операций:
1. выплавка полупродукта в дуговой сталеплавильной печи ДСП-100;
2. аргонно-кислородное рафинирование полупродукта;
3. доводка и легирование металла в агрегате «ковш-печь»;
4. разливка стали на машине непрерывного литья заготовок.
Выплавка полупродукта производится в дуговой сталеплавильной печи.
Электропечь ДСП-100 (рисунок 2) располагается на рабочей площадке. Рядом с ней размещён печной трансформатор мощностью 80 МВА. Со стороны рабочего окна электропечь обслуживается мульдозавалочной машиной.
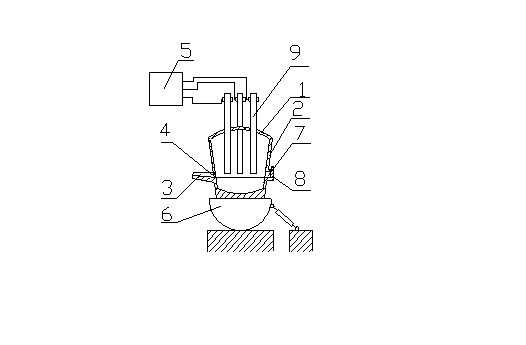
Рисунок 2. Схема дуговой электропечи: 1 – свод; 2 – стенки; 3 – желоб; 4 – сталевыпускное отверстие; 5 – печной трансформатор; 6 – сферический под; 7 – рабочее окно; 8 – заслонка; 9 – электроды
Загрузка в печь металлического лома производится из двух завалочных корзин, перемещающихся из шихтового пролёта посредством самоходных тележек – скраповозов, к дуговой электропечи. Затем с помощью кранов поднимается и загружается в печь.
Заливка в печь жидкого чугуна, доставляемого из доменного цеха, осуществляется краном, оснащённым траверсой для подъёма и транспортировки чугуновозных ковшей.
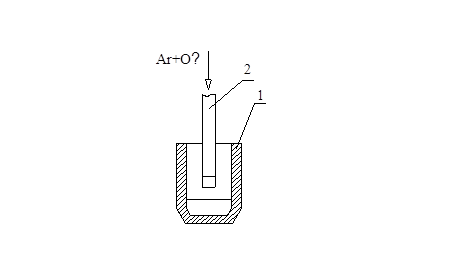
Рисунок 3. Агрегат кислородного рафинирования стали: 1 – конвертор; 2 – фурма для подачи кислорода
Выпуск металла производится в ковш, установленный на самоходном сталевозе, перемещаемом по рельсовому пути в пролёт аргонно-кислородного рафинирования (АКР). Шлаковая чаша из-под печи с помощью шлаковоза также вывозится в пролёт АКР.
Для аргонно-кислородного рафинирования применяем агрегат аргонно-кислородного рафинирования.
Агрегат АКР (рисунок 3) представляет собой конвертор рабочим объёмом 115 т, оснащённый помимо верхней продувочной фурмы пятью придонными фурмами, через которые металл продувается во время плавки смесью кислорода и аргона.
Полупродукт из печного пролёта доставляется в пролёт АКР в глуходонном переливном ковше и с помощью крана заливается в агрегат.
В процесс аргонокислородного рафинирования в агрегате АКР включает периоды обезуглероживании, раскисления и десульфурации. В качестве энергоносителей используются газообразный кислород и природный газ. В качестве инертного газа используется аргон.
На первой, второй и третьей ступенях обезуглероживания используют верхнюю кислородную фурму. По окончании окислительной продувки для раскисления металла и шлака вводят раскислители (алюминий, известь, шпат). Готовая сталь разливается на МНЛЗ.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--