Курсовая работа: Разработка технологического процесса изготовления фрезы червячной
Круг 
Режущей части
Круг 
Припуски на подрезание торцовых поверхностей с учетом припуска на подрезку и угар определяют по [3, табл.3.13]
Припуск на подрезку торцев 1,5 мм на каждый.
Общая длина мерных заготовок после абразивно-отрезной операции:
Хвостовика левого, пов. 8:
Lзх = 107+1,5·2 = 110 мм
Принимаем длину заготовки 110 мм.
Хвостовика правого, пов. 15:
Lзх = 43+1,5·2 = 46 мм
Принимаем длину заготовки 46 мм.
Режущей части
Lзр = 90+1,5·2 = 93 мм
Принимаем длину заготовки 93 мм.
Объем заготовки определяем после сварки и токарной обработки- при подрезке торцев и обтачивания режущей части на длине 4 мм до диаметра хвостовиков (см. рисунок 2.1):
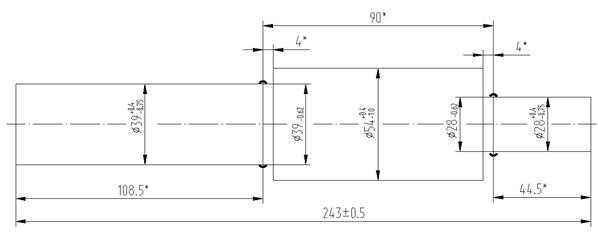
Рисунок 2.1- Эскиз заготовки
Объем заготовки
Vп =![]() (2.1)
(2.1)
где Vi- объем i-го элемента заготовки
Цилиндрические элементы заготовки
V = ×d2 ×l / 4 (2.2)
где d- диаметр, мм
l-длина, мм
Тогда объем заготовкиV, мм3
V = 3,14/4×((392 ×(108,5+4) + 542 ×(90-4×2) + 282 ×(44,5+4)) = 351875 мм3
Масса заготовки mз , кг
mз = V× , (2.3)
где V - объем, мм3 ;