Курсовая работа: Разработка технологического процесса изготовления фрезы червячной
2Zmax шлиф = 50,214-49,954 = 0,260 мм
2Zmax токарчист = 50,808-50,094 = 0,714 мм
2Zmax токар черн = 53,796-50,348 = 3,448 мм
минимальные припуски
2Zmin = di-1 min - di max (6.10)
2Zmin шлиф = 50,094-50,000 = 0,094 мм
2Zmin токарчист = 50,348-50,214 = 0,134 мм
2Zmin токар черн = 52,396-50,808 = 1,588 мм
проверка результатов расчёта
2Zi max - 2Zi min = TDi + TDi -1 – условие проверки (6.11)
2Z4 max - 2Z4 min = 0,260-0,094=0,166
TDi + TDi -1 = 0,120+0,046 = 0,166
2Z4 max - 2Z4 min = TDi + TDi -1 = 0,166– условие проверки выполнено, значит, расчёт припусков выполнен верно.
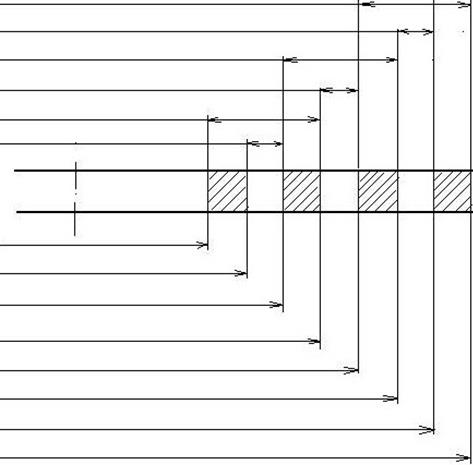 2Zmax токар чист = 3,448
2Zmax токар чист = 3,448
2Zmin токар чист = 1,588
2Zmax токар чист = 0,714
2Zmin токар чист = 0,134
2Zmax шлифов = 0,260
2Zmin шлифов = 0,094
dmin шлифов = 49,954
dmax шлифов = 50,000
dmin токар чист = 50,094
dmax токар чист = 50,214
dmin токар черн = 50,348
dmax токар черн = 50,808
dmin заготов = 52,396
dmax заготов = 53,796
Рисунок 6.1- Схема припусков
4 .1.2 Расчет промежуточных припусков табличным методом