Курсовая работа: Режущий инструмент
Результаты пересчета представлены на рисунке 3.
1.12 Осевые радиальные и угловые размеры шаблона и контршаблона
Номинальные размеры рассчитываем из условия максимума тела резца. Допуски на линейные размеры у шаблона задаются в тело, а у контршаблона – симметрично. Величины этих допусков принимаются у шаблонов 10%, а у контршаблонов – 5% от поля допуска соответствующих размеров профиля резца. Допуск на угловые размеры шаблона устанавливается в размере 10% от допуска на профиле детали, но не менее 3¢. У контршаблонов на изготовление угловых размеров допуск устанавливается в размере 25% от допуска на шаблон, но не менее 1¢. Чертеж шаблона и контршаблона представлен на рисунке 4.

Рис.3 – Профиль резца

Рис.4 – Конструктивное оформление резца
Необходимые размеры.
![]() ,
,
где t – максимальная глубина профиля;
к – запас по передней поверхности для размещения стружки.
Диаметр контрольной риски
![]() ;
;
Диаметр контрольного цилиндра, соответствующего радиальной измерительной базе Ø 34,92+0,062 . Максимальный диаметр резца Ø 60+0,19 .
2. Проектирование протяжки
2.1 Протягиваемая заготовка. Исходные данные:
Материал – сталь 20ХНЗА, твердость – НВ 285-321, состояние – после отжига, отверстие под протягивание получено зенкерованием, диаметр его до протягивания do (Н12) = 25,2+0,21 мм, внутренний диаметр шлицев d (Н11) = 26+0,13 мм, наружный диаметр шлицев D (Н12) = 32+0,25 мм, ширина шлицевых впадин b (F8)= 6+0,028 мм, число шлицев z = 6, размер фаски fх45= 0,4 мм, параметр шероховатости поверхностей (по b, D, d) Ra = 2,5 мкм, длина протягивания l = 80 мм.
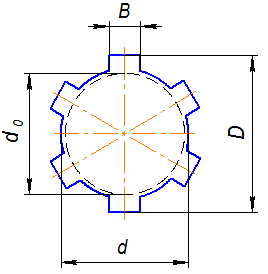 |
| Рис 2.1 Параметры протягиваемого отверстия |
2. Станок: горизонтально-протяжной, мод. 7Б56; тяговая сила Q = 196000 H, максимальная длина хода штока Lmax = 1600 мм, диапазон рабочих скоростей 1,5-13 м/мин, состояние – удовлетворительное.
3. Производство – крупносерийное.
4. Длина протяжки, допустимая возможностями инструментального производства и заточного отделения, Lmax = 1500 мм.
2.2 Порядок расчета
Расчет начинаем с установления схемы расположения зубьев на протяжке, группы обрабатываемости и группы качества. Принимаем предварительно схему расположения зубьев ФКШ. Окончательно схему расположения зубьев будет установлена после расчета длины круглой части. Если l к >1,5 l , то фасочные зубья следует расположить между переходными и чистовыми круглыми зубьями, т.е. принять схему Ко.п.ФКч.к.Ш.
1. Группу обрабатываемости устанавливаем по табл. П1 приложения (лит. 1, стр.301). Сталь 20ХНЗА с твердостью НВ 285-321 относиться к 3-й группе обрабатываемости (сталь вязкая).
2. Группу качества устанавливаем для каждой поверхности шлицевого отверстия отдельно по табл. П2 приложения (лит.1, стр.304). Так как центрирование производиться по внутреннему диаметру с d = 26 мм и параметром шероховатости поверхности выступов Ra<2,5 мкм, то группа качества поверхности выступов, боковых сторон и поверхностей впадин вторая.
3. За материал рабочей части протяжки (передний конус, передняя направляющая режущая часть, задняя направляющая и задний хвостовик) принимаем быстрорежущую сталь Р6М5 по табл. П3 приложения (лит. 1, стр. 304) принимаем быстрорежущую сталь
4. Конструкцию протяжки принимаем с приваренным хвостовиком, материал хвостовика - сталь 40Х. Конструкцию хвостовика и размеры принимаем по ГОСТ 4044-70 (лит.1, стр. 306). Тип , исполнение 1. Диаметр переднего хвостовика Dхв. =22е8 мм, диаметр заднего хвостовика Dз.хв. = 17с11 мм.
Силу, допустимую прочностью переднего хвостовика, рассчитываем по формуле ![]() , где
, где ![]() - допустимое напряжение при растяжении, МПа, Fоп – площадь опасного сечения хвостовика, мм2 . Приняв площадь опасного сечения Fоп = 227 мм2 по табл. П4 (лит.1, стр.306) и рекомендуемое напряжение при растяжении
- допустимое напряжение при растяжении, МПа, Fоп – площадь опасного сечения хвостовика, мм2 . Приняв площадь опасного сечения Fоп = 227 мм2 по табл. П4 (лит.1, стр.306) и рекомендуемое напряжение при растяжении ![]() = 300 МПа
= 300 МПа
Рхв. =227·300=68100 Н.
5. Передние и задние углы зубьев протяжки выбираем по табл. П5 приложения (лит.1, стр. 308).