Курсовая работа: Режущий инструмент
Выбранное значение переднего угла для протяжек диаметром до 40 мм следует проверить на возможность выполнения на инструменте, диаметр абразивного круга должен быть не менее 100 мм.
Выбор формы и профильного угла производится по профилю стружечной канавки. Расчет выполняем в следующей последовательности:
Вспомогательный угол ![]()
Требуемый профиль угол шлифовального круга ![]()
Деле рассчитываем максимально допустимый диаметр шлифовального круга ![]() где
где ![]() ,
,
![]() мм, следовательно, принимаем γ=10°.
мм, следовательно, принимаем γ=10°.
![]() , принимаем шлифовальный круг чашечной формы;
, принимаем шлифовальный круг чашечной формы;
![]() ;
; ![]() мм, что удовлетворяет требованиям.
мм, что удовлетворяет требованиям.
6. Скорость резания устанавливаем по табл. П6 приложения (лит. 1, стр. 309), для круглой части, одна из которой имеет наиболее высокую группу качества (2-ю), v = 5 м/мин. Так как в табл. П1 приложения сталь 20ХНЗА отмечена звездочкой (вязкая), то снижаем скорость на 20%, т.е. v =4 м/мин. Эта скорость входит в диапазон скоростей станка.
7. Определяем подачу черновых зубьев по средней наработке между двумя отказами (по табл. П7 приложения, лит.1, стр.310). Сначала устанавливаем наработку чистовой части при Szч =0,02мм и v = 4 м/мин и Т= 67 м. Для черновых зубьев при v=4 м/мин и Т= 71 м, Szс = 0,18 мм на зуб на сторону. Наработка с учетом поправочных коэффициентов, принятых по табл. П18 приложения (лит.1, стр.315), составляет
Тм.н. = Т·Ктв ·Ктр ·Ктз ·Ктм ·Ктд ·Кто ·Ктф ,
где Ктв - зависимость от вида и группы качества протягиваемых поверхностей, Ктр - зависимость от схемы резания, Ктз - зависимость от вида заготовки и подготовки поверхности под протягивание, Ктм - зависимость от материала протяжки, Ктд - зависимость от доводки зубьев протяжки, Кто - зависимость от вида СОЖ, Ктф - зависимость от формы шлицевого паза.
Тм.н. =67·0,8·1·1·1·1·1·1= 53,6 м
Для круглой части, предназначенной для обработки поверхности 2-й группы качества, подачу черновых зубьев ограничиваем рекомендации табл. П17 приложения (лит.1, стр.315): для v = 4 м/мин и поверхности 2-й группы качества Szc = 0,12 м/мин.
8. Определяем глубину стружечной канавки по формуле ![]() , где ls – суммарная длина протягиваемых участков, мм. Принимаем предварительно коэффициент посещаемости согласно рекомендации методики К= 2,5
, где ls – суммарная длина протягиваемых участков, мм. Принимаем предварительно коэффициент посещаемости согласно рекомендации методики К= 2,5
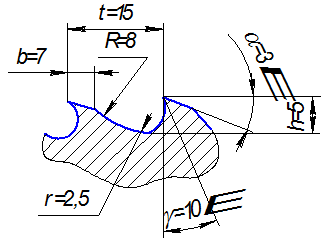 |
| Рис. 2.2 Параметры зубьев |
Для круглых зубьев h=![]() =5,53мм
=5,53мм
По табл. П19 приложения принимаем ближайшую большую глубину стружечной канавки h=6 мм (лит.1, стр.317).
Для фасочных и шлицевых зубьев h=![]() =6,77мм
=6,77мм
По табл. П19 приложения принимаем ближайшую большую глубину стружечной канавки h=8 мм (лит.1, стр.317). Глубину стружечной канавки, допустимую жесткостью протяжки (диаметр сечения по дну стружечной канавки < 40 мм), определяем по формуле hж = (0,2-0,23)dо
Для фасочных и круглых зубьев hж =0,23·25,2=5,796 мм,
для шлицевых hж = 0,23·26=5,98 мм.
Из табл. П19 приложения принимаем ближайшую меньшую по отношению к расчетной глубину h= 5 мм для всех частей протяжки.
Так как глубина стружечной канавки для фасочных и шлицевых зубьев принята из условия жесткости протяжки, то для размещения стружки в стружечной канавке уменьшаем подачу по формуле  :
:
Szo = 0,1 мм, принимаем Szo =0,1 мм
0,1 мм, принимаем Szo =0,1 мм
9. Определяем шаг черновых зубьев tо и число одновременно работающих зубьев zр . Шаг черновых зубьев принимаем по табл. П19 приложения наименьшим из всех имеющихся и соответствующим данной глубине стружечной канавки h=5 мм, to = 13 мм. Остальные элементы профиля: b =5мм, r=2,5мм, R=8мм.
Число одновременно работающих зубьев рассчитываем по формуле  =
=![]() =6
=6
10. Определяем максимально допустимую силу резания (Pmax ). Принимаем Pmax наименьшей из трех сил - Рст , Рхв. и Ро.п. :
Рст =0,8·Q=0,8·20000·9,81=156960 Н
Рхв. =68100 Н