Курсовая работа: Режущий инструмент
Fоп =0,785(26-2·5)2 =181,366Н,
Роп =181,3664·400=72546,56 Н.
Следовательно, принимаем Рmax =Роп =72546,56 Н
11. Определяем число зубьев в группе zс по формуле zc =(Вmax ·z·qo ·zp ·Kpм ·Кро ·Крк ·Крр )/Рmax для каждой части протяжки раздельно, подставив в формулу всесто Вmax значения Вфmax , Вкmax и Вшmax . Максимальную длину режущих кромок на фасочных зубьях определяем приближенно по формуле
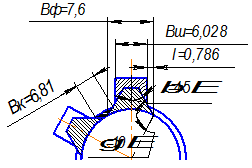 |
| Рис 2.3. Наибольшая длинна режущих кромок |
Вф max =b+2f+(d-do )
Вфmax = 6+2·0,4+(26-25,2)=7,6 мм
В табл. П31 приложения при Вфmax <9 и D до 20-50 мм допускается zс =1
Максимальную длину режущих кромок на круглых зубья определяем по формуле Вкmax =πd/z - (b+2f),
Вкmax = 3,14·26/6 - (6+2·0,4)=6,81мм
Значение Bкmax меньше значения, при котором допускается работа без разделения стружки; следовательно, принимаем zс.к. =1.
Максимальную длину режущих кромок на шлицевых зубьях Вшmax =bmax =6,028 мм.
Удельную силу резания qо в формуле
zc =(Вmax ·z·qo ·zp ·Kpм ·Кро ·Крк ·Крр )/Рmax ,
где Кмр - зависимость от состояния и твердости обрабатываемого материала, Кро - зависимость от вида СОЖ, Крк - зависимость от группы качества протягиваемой поверхности, Крр - зависимость от способа разделения стружки, определяем из табл. П20 приложения: для γ=10° и Szо =0,1мм qо =236 Н/мм, для Szс =0,1 мм qо =236 Н/мм, поправочные коэффициенты находим по табл. П21 приложения: Крм = 1, Крр =1, Крк =1, Кро =1 для СОЖ, принятой по табл. П18 приложения (сульфофрезол В),
zс.ф. =![]() 0,89,
0,89,
zс.к. =![]() 0,85,
0,85,
zс.ш. =![]() 0,75.
0,75.
Принимаем:
zс.ф. =1, zс.к. =1, zс.ш. =2
12. Распределяем припуск между разными частями и зубьями протяжки. Припуск на фасочную часть определяется по формуле Аф =Dф -dоmin , где Dф находим по формуле Dф = Dе + 0,4, а диаметр окружности Dе , проходящий через точку пересечения исходных профилей фаски и прямобочного паза, по формулам
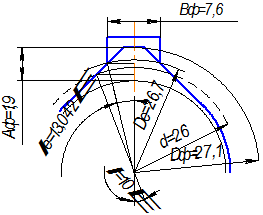 |
| Рис 2.4. Профиль шлицевого паза после прохождения фасочных зубьев. |
sin λ = (b+2f)/d= (6+2·0,4)/26,13=0,26131
λ= 15,14781°
сtgλе =![]() 4,32
4,32
λе =13,04254°
Dе =b/sinλе =6/ sin 13,04=26,71 мм
Dф =De +0,5=26,7+0,5= 27,21 мм
Аф =Dф -dо =27,21-25,2=2,01 мм
Припуск на круглую часть находим по формуле
Ак =dmax -domax = 26,13-25,2=0,93 мм