Курсовая работа: Розробка технологічного процесу обробки диску 07 02 00 в умовах дрібносерійного виробництва
2.7. Розробка та зміст технологічних операцій
Розробка структури та змісту технологічних операцій проводиться на підставі технологічного маршруту обробки деталі у послідовності виконання операцій, номерів позицій і переходів , а також змісту переходів.
Структуру та зміст технологічних операцій обробки диску подаємо у таблиці 2.7.1.
Структура та зміст технологічних операцій обробки деталі “Диск”
Таблиця 2.7.1.
| Номер та назва операції | Ескіз операції | Номер та зміст переходу |
| 1 | 2 | 3 |
| 05 | Заготівельна | Заготовка – лиття в кокіль з обрубленими литниками |
| 010 | Термічна | Нормалізація, t=870-880єС. Охолодження з піччю |
| 015 | Пісчаноструйна | Очистити заготовку від окалини |
Продовження таблиці 2.7.1.
| 1 | 2 | 3 |
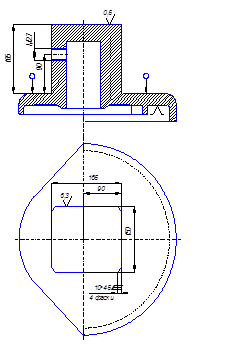
020 Свердлильно-фрезерно-розточна |
| 1. Фрезерувати чотири площини прямокутника в розмір 165 2. Фрезерувати чотири фаски 10х45є 3. Фрезерувати торець прямокутника в чорно 4. Свердлити Ш24-0,1 на відстані 90 5. Нарізати різьбу М27-7Н |
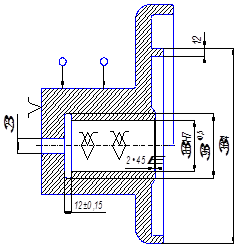
025 Свердлильно-фрезерно-розточна |
| 1. Розточити канавку Ш96+0,5 шириною 12 2. Розточити поверхню Ш80Н7 попередньо Ш76+0,5 підрізати торець в розмір 195-0,5 3. Фрезерувати поверхню шириною 12 на Ш304 в розмір 208-05. 4. Розточити Ш80Н7 начисто Ш78,5+0,25 підрізати фаску 2 х45є 5. Розточити поверхню Ш80Н7 до кінця. |
Продовження таблиці 2.7.1.
| 1 | 2 | 3 |
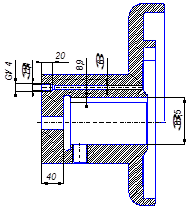
030 Свердлильно- фрезерно- розточна |
|
1.Фрезерувати торець прямокутника в розмір 165-0,25 2. Свердлити отвір Ш23 на глибину 40 3. Свердлити отвір Ш11,4 на глибину 19 4.Свердлити отвір Ш6 на глибину 120 5. Нарізати різьбу G ј
6.Довбати шпонковий паз b=24 |
2.8. Вибір верстатних пристроїв
Тип та конструктивні особливості затискних пристроїв для виконання технологічних операцій, які визначаються з урахуванням вибраної теоретичної схеми базування деталі та типу виробництва.
Інформацію про вибрані затискні пристрої заносимо в таблицю 2.8.1.[1, с. 263-265], [10, с. 67-110].
Затискні пристрої для деталі „Диск”
Таблиця 2.8.1.
| Номер операції | Назва пристроїв | Код | ГОСТ |
| 20 | Затискне ричажне механічне пристосування ексцентрикового типу з посадкою по опорній поверхні на 3 опори ГОСТ 13442-68 з центруванням по підпружиненному конічному пальцю | - | - |
| 25, 30 | Затискний механічний пристрій ексцентрикового типу з посадкою по опорній поверхні на 3 опори ГОСТ13442-68 ти центруванням по торцевій та боковій поверхні приміняючи опори ГОСТ 13440-68 | - | - |
2.9. Вибір різального інструменту
Необхідний для кожного переходу технологічних операцій різальний інструмент вибираємо враховуючи метод та стадію обробки, тип виробництва, фізико-хімічні характеристики матеріалу і заготовки, а також його міцність та твердість.
Різальний інструмент вибираємо виходячи з довідкової літератури [5, стор.268-315], [1, стор. 233-265] та заповнюємо таблицю 2.9.1.
Різальний інструмент для обробки деталі „Диск”
Таблиця 2.9.1.
| Номер | Назва інструмента | Стандарт | Різальна частина | ||||
| Опе-рації | Поз. | Пере-хід | КОД | ГОСТ | Мате-ріал | Стан-дарт | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 020 | 1-4 | 1 | Фреза торцова насадна мілкозуба зі вставними ножами, яка оснащена пластинками з твердого сплаву: Ш200; L=46; Z=20 | 2214-0159 | 9473-80 | ВК10ХОМ | 2214-82 |
| Оправка з конусом 7:24 для насадних торцових фрез, центруємих по отвору до станків з ЧПK | 6222-0097 | 26541-85 | |||||
| 5-8 | 2 | Фреза торцова насадна мілкозуба з вставними ножами, оснащена пластинками з твердого сплаву Ш200; L=46; Z=20 | 2214-0159 | 9473-80 | ВК10-ХОМ | 2214-82 | |
Оправка з конусом 7:24 для насадних торцових фрез, які центровані по отвору до верстатів з ЧПK | 6222-0097 | 26541-85 | - | - | |||
| 1,2 | 3 | Фреза циліндрична, оснащена пластинками з твердого сплаву Ш63; L=96; Z=8 | 2208-0106 | 8721-69 | ВК10 ХОМ | 2209-82 | |
Оправка з конічним хвостовиком для горизонтально-фрезерних верстатів з ЧПK | 6225-0177 | 15062-75 | - | - | |||
| 4 | Свердло з конічним хвостовиком, оснащене пластинками з твердого сплаву: Ш24; Lріж.=115; конус Морзе – 3 | 2301 | ВК10 ХОМ | 2206-82 | |||
| Втулка перехідна з хвостовиком конусністю 7:24 та внутрішнім конусом Морзе №3 до верстатів з ЧПK | 5001 | ОСТ2 П12-7-84 | - | - | |||
| 5 | Мітчик М27-7Н гаєчний, хвостовик циліндричний Ш18; L=40 | 2640-0278 | 1604-71 | Р6М5 | 22736-77 | ||
| Патрон для мітчиків з конусністю Z:24 для кріплення інструменту з циліндричним хвостовиком конус 50, d=18 | 3301 | 26539-85 | - | - | |||
| 25 | 1 | 1 | Різець розточний з пластинкою з твердого сплаву | 2140-0084 | 18882-73 | Т5К10 | 2209-82 |
| Спеціальний розточний пристрій | - | - | - | - | |||
| 2 | Різець токарний розточний з пластинкою з твердого сплаву | 2121-005 | 18872-73 | Т5К10 | 2209-82 | ||
| Різець токарний розточний з пластинкою з твердого сплаву | 2112-005 | 18880-73 | Т5К10 | 2204-82 | |||
| Оправка розточна консольна з кріпленням різців під кутом 45° і 90° та хвостовиком конусністю 7:24 для верстатів з ЧПK | 6300-0226 | 21224-75 | - | - | |||
| 3 | Фреза торцова насадна з вставними ножами, оснащеними пластинками з твердого сплаву Ш100; L=39 | 2214-0153 | 9473-80 | - | - | ||
| Оправка з конусом 7:24 для насадних торцових фрез, які центруються по отвору до верстатів з ЧПK | 6272-0091 | 26541-85 | - | - |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 4 | Різець токарний розточний з пластинкою з твердого сплаву | 2121-005 | 18872-73 | Т15К6 | 2209-82 | ||
| Різець токарний розточний з пластинкою з твердого сплаву | 2112-005 | 18880-73 | Т15К6 | 2209-82 | |||
|
К-во Просмотров: 262
Бесплатно скачать Курсовая работа: Розробка технологічного процесу обробки диску 07 02 00 в умовах дрібносерійного виробництва
|