Курсовая работа: Розробка технологічного процесу виготовлення деталі - Корпус редуктора
Розробка технічного завдання
Розробимо пристосування для виконання операції 020, тобто для фрезерування торцю Ø88 мм, розточування отвору Ø72Н7, розточування отвору Ø40 мм, фрезерування паза на верстаті 2615.
У відповідності з розробленим технологічним процесом заготовка встановлюється на попередньо оброблену площину основи на приспособу та базується по двом пальцям і затискається 4 прижимами.
Таким чином, заготовка при базуванні позбавляється всіх шести ступіней свободи.
Закріплення заготовки здійснюється за допомогою зусилля затиску, створюваного прижимами.
Обробка ведеться на багатоцільовому горизонтальному верстаті 2204ВМФ4. Система ЧПУ забезпечує переміщення робочого органу за трьома координатними осями. Розміри робочої поверхні стола 400*500. Діаметр поворотної частини стола 630 мм, частота обертання шпинделя 13 – 5000 хв-1 , стола – 0,05 – 200 хв-1 , місткість інструментального магазину 30 шт.
Базові поверхні повинні мати просту геометричну форму для забезпечення однозначності базування, неприпустимо використовувати поверхні зі слідами роз’єму штампу, ливарних форм, залишків ливникової системи та інших дефектів.
Розробка схеми базування:

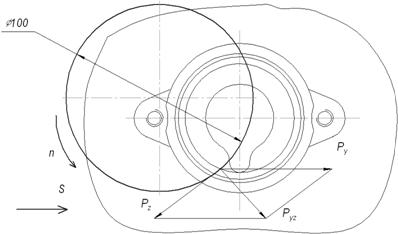
Схема дії сил:
Визначення сили затискання заготовки в пристрої
В процесі механічної обробки на заготовку діють сили різання та інші сили, що намагаються змістити її, а також сили, що утримують її в пристрої – сили затискання та сили тертя.
Для забезпечення незмінного положення заготовки в процесі обробки її необхідно надійно затиснути в пристрої, тобто прикласти до неї затискні сили певної величини.
Необхідна величина сили затискання заготовки в пристрої визначається при вирішені задачі статики на рівновагу твердого тіла, що знаходиться під дією всіх прикладених до нього сил. Значення величин сил різання, виникають в процесі обробки, визначають формулами теорії різання, або приймають за нормативними матеріалами. З умови рівноваги заготовки під всіх сил, що виникають в процесі обробки, та з урахуванням коефіцієнту запасу затискання Кз складаємо рівняння взаємодії сил різання та сил тертя:
![]()
де Q — необхідна сила затиску;
f1 , f2 — коефіцієнт тертя між опорою і деталлю, між швидкозмінною шайбою і деталлю відповідно (f1 =0,2; f2 =0,16);
![]() Н
Н
![]()
Коефіцієнт К0 , що представляє собою гарантований коефіцієнт запасу закріплення, для всіх випадків слід брати рівним 1,5. Коефіцієнт К1 враховує збільшення сили різання через випадкові нерівності на заготовках (К1 = 1). Коефіцієнт К2 враховує збільшення сил різання внаслідок затуплення інструмента (К2 = 1,15).
Коефіцієнт К3 враховує ударне навантаження на інструмент (К3 = 1,2).
Коефіцієнт К4 враховує стабільність силового приводу (К4 = 1).
Коефіцієнт К5 характеризує зручність розташування рукояток (К5 = 1).
Коефіцієнт К6 враховує визначеність розміщення опорних точок при зміщенні заготовки моментом сил (К6 = 1).
Отже,
![]() .
.
Приймаємо К = 2,5.
Приймаємо Q=5815 Н