Курсовая работа: Система автоматического управления регулируемым электроприводом
2.5 Расчет и выбор регуляторов скорости и тока и их нелинейных звеньев
3. Динамика САУ РЭП
3.1 Составление структурной схемы в соответствии с заданным порядком астатизма и функциональным назначением электропривода
3.2 Расчет переходных процессов в РЭП
3.2.1 Составление дифференциальных уравнений в форме Коши и уравнений связи
3.2.2 Составление таблицы исходных расчетных данных для реализации стандартных программ построения переходных процессов в РЭП
4. Расчет цифрового электропривода – контура скорости в РЭП
4.1 Определение периода дискретного времени управления в цифровом электроприводе
4.2 Составление функциональной и структурной схем цифрового электропривода
4.3 Синтез регулятора скорости в цифровом электроприводе на основе технического оптимума
4.4 Составление дискретной передаточной функции оптимального регулятора в соответствующем контуре
4.4.1 Составление дискретной передаточной функции замкнутой САУ РЭП по замкнутым звеньям
4.4.2 Составление дискретной передаточной функции замкнутой САУ РЭП по желаемой передаточной функции
4.5 Выбор цифровых датчиков скорости
4.6 Выбор средств сопряжения микропроцессора с измерительными преобразователями и исполнительными органами
4.7 Расчет переходных процессов по скорости в относительных единицах методом разложения в ряд Лорана
Введение
Все приводы в металлорежущих станках классифицируются по видам движения: приводы главного движения, приводы подачи, приводы вспомогательных движений. Электропривод главного движения имеет электродвигатель и коробку скоростей или редуктор в качестве устройства, передающего движения исполнительному органу станка. Типовая кинематическая схема электропривода главного движения приведена на рисунке 0.1.
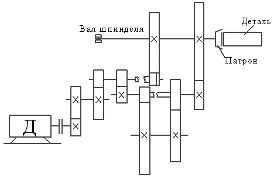
Рисунок 0.1 – Кинематическая схема привода главного движения
До недавнего времени наиболее распространенными приводами главного движения станков были приводы от одно- и многоскоростных асинхронных двигателей с короткозамкнутым ротором со ступенчатым механическим регулированием скорости путем переключения шестерен коробки скоростей. Но использование электропривода переменного тока со ступенчатым механическим регулированием скорости не может во всех случаях обеспечить требуемую производительность. Кроме ого применение коробки скоростей со сложной кинематикой снижает точность работ станка и увеличивает его стоимость. Поэтому основным направлением развития приводов главного движения является электромеханическое регулирование частоты вращения привода при двухступенчатой коробке скоростей с дистанционным переключением и регулируемым электроприводом [2].
Для приводов главного движения наиболее рациональным является способ регулирования скорости с постоянной мощностью, так как большим скоростям резания соответствуют меньшие усилия резания, и наоборот.
Диапазон регулирования частоты вращения определяется пределами скоростей резания и диаметров обрабатываемых изделий. Для обработки изделий одинакового диаметра из различных материалов необходимо обеспечить определенный диапазон регулирования скорости резания. С другой стороны, рациональная обработка изделий из одного и того же материала, но разных диаметров, требует постоянной скорости. Соблюдение условия ![]() достигается регулированием скорости привода с диапазоном регулирования, определяемым диапазоном диаметров.
достигается регулированием скорости привода с диапазоном регулирования, определяемым диапазоном диаметров.
В автоматизированных станках с ЧПУ функции, выполняемые электроприводом главного движения, значительно усложнены. Помимо стабилизации частоты вращения, при силовых режимах резания требуется обеспечение режимов позиционирования шпинделя при автоматической смене инструмента и производстве легких долбежных и строгальных работ, а также возможность нарезания резьбы как метчиками, так и резцами. Это ведет к неизбежному увеличению требуемого диапазона регулирования частоты вращения. Так при требуемой точности позиционирования шпинделя 0,1 и максимальной частоте вращения двигателя 3000-5000 об/мин суммарный диапазон изменения частоты вращения должен быть не менее 10000.
В современных станках с ЧПУ динамические характеристики приводов главного движения по управлению прямо определяют производительность. Цикл смены инструмента происходит за 5-10 с, при этом время позиционирования шпинделя и, следовательно, время пуска и торможения с любой частоты вращения не должны превышать 2-4 с. При наличии зазоров в кинематической цепи главного привода перерегулирование приводит к дополнительным затратам времени на позиционирование, поэтому появляется необходимость обеспечения монотонного апериодического процесса изменения скорости.
Динамические характеристики электропривода по нагрузке практически определяют точность и чистоту обработки изделия, а также стойкость инструмента. Устойчивый процесс резания при необходимой точности и чистоте поверхности возможен, если параметры настройки привода обеспечивают при набросе номинального момента нагрузки максимальный провал скорости не более 40% при времени восстановления, не превышающем 0,25 с.
Отличительной особенностью главного привода для высокоавтоматизированных станков с ЧПУ является необходимость применения реверсивного привода даже в тех случаях, когда по технологии обработки не требуется реверс. Требование обеспечения эффективного торможения и подтормаживания при снижении частоты вращения и режимов поддержания постоянной скорости резания приводит к необходимости применения реверсивного привода с целью получения нужного качества переходных процессов.
Современный перспективный электропривод, с учетом специфики исполнительного органа, должен обеспечить точность согласования закона изменения выходных координат с законом управления, высокое быстродействие, устойчивость при широком диапазоне изменения параметров и при наличии существенных внешних возмущений со стороны нагрузки, достаточно большой ресурс при минимальном ремонтообеспечении и др. Не все аналоговые системы могут удовлетворить все перечисленные требования, поэтому в настоящее время широко используются цифровые системы управления электроприводами на базе микропроцессоров и микроконтроллеров.
1. Расчет и выбор источника питания для электропривода на базе комплектного тиристорног о преобразователя