Курсовая работа: Сварка левой половины корпуса редуктора мотоблока
Расчет расхода сварочных материалов
Расход газа:
Н2 = Q2 Ln + Qдоп , где:
Q2 – удельная норма расхода газа на 1 м шва;
Ln – длина шва;
Qдоп – дополнительный расход газа на продувку газовых конструкций настройку оборудования :
Qдоп = q2 – t п.з., где:
q2 – оптимальный расход газа, 10 п/м шва.
t п.з. – подготовительно-заключительное время.
Числовые значения представлены в технологическом листе № 2 курсового проекта для каждой операции.
Расчет расхода сварочной проволоки :
Нпр = Мn + (0,07-0,15 мк) [г/м], где:
Mn – масса наплавленного металла:
Mn = p Fn 10-3 , где:
Fn – площадь поперечного сечения шва мм2
Р – плотность металла шва, 7,5а/мм3
Выбор сварочного оборудования
Для сварки корпуса редуктора используется сварочный полуавтомат типа ПДПГ-300, предназначенный для дуговой сварки плавящимся электродом в среде защитных газов стали толщиной от 1,5 мм.
Устройство полуавтомата представляет собой установку (см. рис. 3), состоящую из выпрямителя поз. 1, блока управления поз. 2, подающего устройства с кассетой поз. 3, сварочной горелки поз. 4, соединительных проводов поз. 5 и поз. 6, кабеля поз. 7.
Управление полуавтоматом осуществляется с пульта управления, расположенного на подающем механизме.
Газовая аппаратура полуавтомата состоит из редуктора-расходометра, снабженного подогревателем газа и газового клапана. Редуктор-расходомер закрепляется на баллоне с газом и служит для снижения давления газа и регулирования его расхода.
Сварка осуществляется проволокой марки СВ08Г2С по ГОСТ 2246-70.
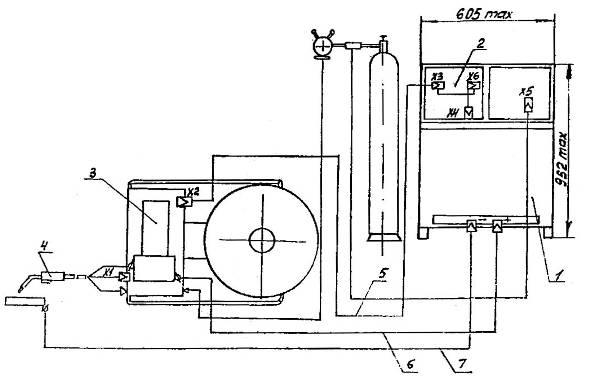
Рис. 3. Общий вид полуавтомата ПДГ-312
Технические характеристики полуавтомата ПДГ-312У3
| Наименование параметра | Норма |
| Номинальное напряжение питающей сети, В | 380 (+5%; -10%) |
| Номинальная частота, Гц | 50 ± 1 |
| Потребляемая мощность, кВА, не более (с ВДГ-303) | 21 |
| Номинальный сварочный ток при ПВ = 60% и длительности цикла 10 мин., А | 315 |
| Пределы регулирования сварочного тока, А (с ВДГ-303) | 50-315 |
| Диаметр электродной проволоки, мм | 0,8-2,0 |
| Скорость подачи электродной проволоки, м/ч | 75-960 |
| Расход защитного газа, л/ч | 500-960 |
Расчет параметров режима сварки
Сварку в защитных газах выполняют на постоянном токе. Сила тока зависит от диаметра и состава электрода, скорости подачи электродной проволоки, полярности, вылета электрода, состава газа.
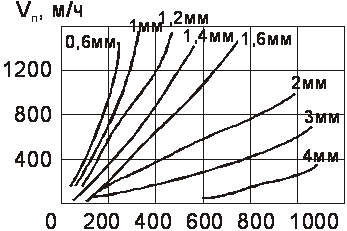
Рис. 4. Зависимость силы сварочного тока от скорости подачи электродной проволоки при сварке в углекислом газе