Курсовая работа: Сварка левой половины корпуса редуктора мотоблока
5. Произвести контроль внешним осмотром сварного соединения в соответствии с ОСТ 2.423-89.
035 Сварочная
Оборудование: св. пост ЭДС (код 3202);
ист. св. тока ВД-303;
горелка РТА-150.
Режимы сварки: сварочный ток 120-160 А;
положение шва – нижнее.
Диаметр электрода ø 1,6 мм.
Св. проволока – Св08Г2С.
Защитный газ – Аргон. Расход 6-7 л/мин.
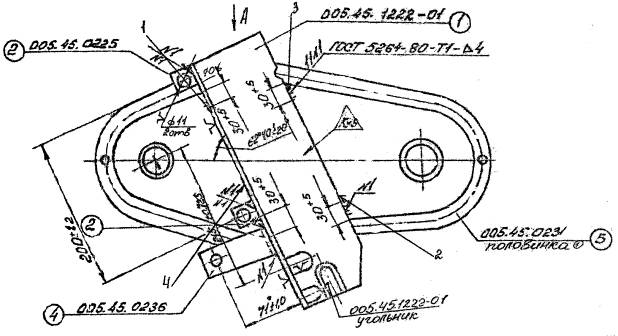

1. Установить половину корпуса 5 на стапель.
2. Установить деталь 1 на половине корпуса. Закрепить.
3. Приварить угольник 1 к половине корпуса 5 в четырех местах в соответствии с эскизом.
4. Установить кронштейн качалки 4.
5. Приварить деталь 4 с двух сторон к угольнику 1 согласно эскиза.
6. Установить детали 2 к угольнику 1.
7. Приварить детали 2 к угольнику согласно эскиза.
8. Отбить шлаковую корку.
9. Произвести контроль сварных швов внешним осмотром в соответствии с ОСТ 2.423-89.
040 Сварочная
Оборудование: св. пост ЭДС (код 3202);
ист. св. тока ВД-303;
горелка РТА-150.
Режимы сварки: сварочный ток 120-160 А;
положение шва – нижнее.
Диаметр электрода ø 1,6 мм.
Св. проволока – Св08Г2С.