Курсовая работа: Сварка левой половины корпуса редуктора мотоблока
1. Установить половину корпуса в приспособление.
2. Проверить собираемость втулки с фиксатором приспособления и оси качалки с оправкой приспособления.
3. Рихтовать втулку и ось качалки при необходимости.
4. Установить дет. 1 на половине корпуса, установить фиксатор приспособления во втулку.
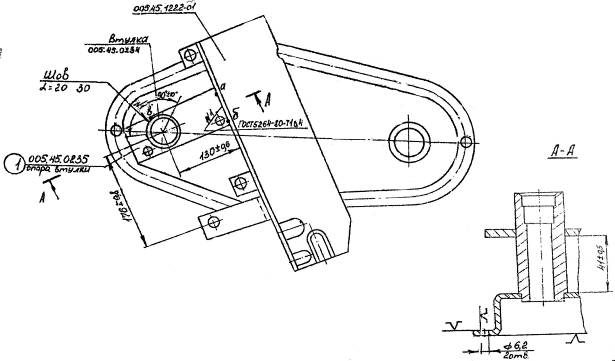
5. Прихватить деталь 1 в трех точках последовательно а, б, в.
6. Приварить деталь 1 в соответствии с эскизом, выдерживая катет 4+1.
7. Проверить собираемость втулки с фиксатором приспособления.
8. Произвести контроль сварных швов внешним осмотром в соответствии с ОСТ 2.423-89. Трещины, прожоги, свищи не допускаются.
9. Отбить шлаковую корку.
040 Сверлильная
045 Слесарная
Оборудование: Магнитная плита 7208-0019
Шлиф. маш. 7887-4002
Головка шлиф. ГЦ8х10х3
Борфреза сф.-кон. d=12,5 мм
1. Установить деталь на магнитную плиту.
2. Зачистить сварные швы от грубых наплывов и околошовную зону от брызг металла, сбить окалину.
050 Слесарная
Оборудование: Магнитная плита 7208-0019
Шлиф. маш. 7887-4002
Головка шлиф. ГЦ8х10х3
Шлиф. шкурка Л230х280
Борфреза сф.-кон. d=12,5 мм
Набор надфилей
Брусок БК8 13х13х150
1. Установить сборочную единицу на верстак.
2. Зачистить заусенцы, притупить острые кромки кругом.
3. Проверить внешним осмотром отсутствие механических повреждений и зачистить забоины, риски и другие незначительные дефекты, не нарушая геометрии сб. единицы.