Курсовая работа: Технологический процесс изготовления детали "корпус" шлифовальной головки металлорежущего станка
Отклонения от правильной геометрической формы посадочных поверхностей назначены в соответствии с ГОСТ 3325 – 85. Данный стандарт распространяется на валы (оси) и отверстия корпусов машин и механизмов, посадочные места которых предназначены для подшипников качения, изготавливаемых по действующим стандартам. В соответствии с данным ГОСТом допускаемое отклонение от правильной геометрической формы посадочных поверхностей должны принимать следующие значения: по овальности – не более ¼ допуска на диаметр в любом сечении посадочной поверхности; по конусности (разность диаметров в крайних сечениях посадочной поверхности) – не более ¼ допуска на диаметр посадочной поверхности.
Параметр шероховатости посадочных отверстий корпусов с номинальным диаметром до 80мм не должен превышать 0,8мкм;более 80 до 500мм – 0,8 ÷ 1,6 мкм.
При анализе указанных в технических требованиях значений допустимых предельных отклонений формы и взаимного положения, можно сделать вывод, что данные значения соответствуют действующим стандартам и обеспечивают требуемую точность нормируемых поверхностей для выполнения ими своего служебного назначения.
8. Маркировать и клеймить шрифтом ПО-5 ГОСТ 2930-62.
ПО – шрифт прописной, основной (русский, латинский, греческий, цифры арабские); 5 – высота шрифта в мм. Качество изготовленной производителем продукции на правильность выполнения отдельных операций ее изготовления подтверждается простановкой клейма, Клеймение производится путем нанесения оттиска металлического или эластичного клейма непосредственно на принятую продукцию, на сопровождающую бирку или на сопроводительную приемо-сдаточную документацию. Место простановки клейма, способ клеймения и размер оттиска определяются конструкторской документацией в соответствии с ГОСТ 2.314 – 68. В рассматриваемом случае клеймение адгезионное, т.е. нанесение оттисков с помощью лакокрасочных составов.
9. Контроль люминесцентный.
Люминесцентный метод является одним из основных капиллярных методов не разрушающего контроля. Он основан на регистрации контраста люминесцирующего в длинноволновом ультрафиолетовом излучении видимого индикаторного рисунка на фоне поверхности объекта контроля.
Капиллярный метод дефектоскопии позволяет обнаружить микроскопические поверхностные дефекты на изделиях практически из любых конструкционных материалов. Метод основан на капиллярном проникновении индикаторных жидкостей (пенетрантов) в полости поверхностных и сквозных несплошностей материала объектов контроля и регистрация образующихся индикаторных следов визуальным способом или с помощью преобразователя. При люминесцентном методе пользуются высокочувствительным набором дефектоскопических материалов, который позволяет обнаруживать на поверхностные дефекты с раскрытием около 0,1 мкм. Он состоит из пенетранта ЛЖ-6А, проявителя ПР-1, очистителя ОЖ-1.
10. Покрытие- АН. ОКС хром./эмаль ЭП-140 голубовато-серая 265 ГОСТ 9073-77.
Для защиты поверхностей детали от коррозии, т. е. процессам разрушения в результате химического или электрохимическоговоздействия внешней среды, а также для придания детали эстетичного вида, применяют защитные покрытия.
Если лакокрасочному покрытию предшествует покрытие металлическое (неорганическое), то обозначение записывается дробью, в числителе которой указывается металлическое или неметаллическое (неорганическое) покрытие по ГОСТ 9,073 – 77, а в знаменателе – лакокрасочное.
Надпись в числителе означает, что поверхность детали подвергается, анодировано – хроматным покрытием.
Покрытие окисными пленками – оксидирование – применяют для защиты сталей, медных и алюминиевых сплавов от атмосферной коррозии.
Оксидирование алюминия и его сплавов, называемое также анодированием, производится чаще всего путем электрохимической обработки в растворе серной кислоты, хромовой ли щавелевой кислот. С помощью анодирования толщину окисной пленки, которая всегда имеется на поверхности алюминия, удается увеличить в десятки раз. Полученная пленка обладает высокой твердостью, жаростойкостью, электроизоляционными свойствами, хорошо сцепляется с поверхностью алюминия. Имея значительную пористость, пленка способна окрашиваться в различные цвета органическими и минеральными красителями.
Хромовые покрытия отличаются высокой твердостью, низким коэффициентом трения, свойством прочно сцепляться с основным металлом, а также хорошей химической и термической стойкостью.
Надпись в знаменателе означает, что все наружные поверхности должны быть покрыты эмалью ЭП – 140 голубовато – серого цвета; 265 – номер системы покрытия.
Эмали предназначаются для окраски предварительно загрунтованных поверхностей из магниевых, алюминиевых и титановых сплавов, а также меди и ее сплавов.
Эмали применяют для получения верхних слоев покрытий по слою грунтовки или шпатлевки. Они должны придавать покрытию требуемый цвет, укрывистость и стойкость в условиях эксплуатации.
2.1.4. Анализ технологичности конструкции изделия
Технологичность конструкции – совокупность свойств конструкции изделия обеспечивающих возможность оптимальных разовых затрат при производстве, эксплуатации и ремонта для заданных показателей качества, условий изготовления и эксплуатации.
Разработка нового изделия – сложная конструкторская задача, связанная не только с достижением требуемого технического уровня этого изделия, но и с приданием его конструкции таких свойств, которые обеспечивают максимально возможное снижение затрат труда, материалов и энергии на его разработку, изготовление, техническое обслуживание и ремонт. Решение этой задачи определяется деловым творческим содружеством создателей новой техники – конструкторов и технологов – и их взаимодействием на этапах разработки конструкции с его изготовителями и потребителями. Первостепенная роль в обеспечении технологичности конструкции изделия принадлежит конструктору, который должен руководствоваться соображениями как технической, так и экономической целесообразности проектируемой конструкции, уметь использовать такие инженерные решения, которые обеспечивают достижение необходимых технических показателей изделия при рациональных показателях изделия, при рациональны затратах ресурсов, выделяемых на его создание и применение.
Конструктор, придавая конструкции изделия в процессе ее разработки необходимые свойства, выражающие полезность изделия, придает ей и такие конструктивные свойства, которые предопределяют уровень затрат ресурсов на создание, изготовление, техническое обслуживание и ремонт изделия.
Совокупность свойств изделия, определяющих приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ, представляет собой технологичность конструкции изделия.
Состав конструктивных элементов данной детали выбран с учетом ограниченных перечней стандартов и картотек применяемости. Конструкция детали состоит из стандартных и унифицированных конструктивных элементов. Конструкция детали обеспечивает возможность применения типовых технологических процессов для ее изготовления.
При анализе сборочного чертежа видно, что предложенное конструкторское решение наиболее оптимально по своему конструкторскому исполнению, что позволяет детали осуществлять свои основные функции. Заданные значения всех параметров детали, обеспечивающие требования к надежности (безотказности, долговечности, сохраняемости), направлены на обеспечение выполнения деталью заданных функций в эксплуатации, путем сохранения во времени и в установленных пределах их значений, и соответствуют нормам наработки лётного времени изделия в целом.
Материал, применяемый при изготовлении детали, обеспечивает легкость получения заготовки, ее обрабатываемость резаньем, а также требуемую массу конструкции. Так как выбранным материалом является, сталь 40Х, то для получения заготовки детали применяем литье в песчаные формы, которое дает наиболее максимальную приближенность формы заготовки к форме детали и способствует уменьшению числа операций по механической обработке. Процесс литья обуславливается высокой производительностью, а максимальная приближенность формы заготовки к форме детали, способствует уменьшению отходов металла, что способствует уменьшению трудоемкости и себестоимости детали. При обработке резанием большое внимание уделяется унификации элементов формы детали (резьбы, фаски, радиусы скруглений и т.д.), что создает предпосылки для унификации применяемого при изготовлении детали режущего и измерительного инструмента.
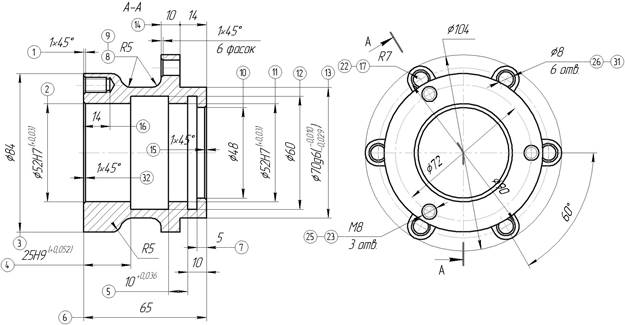
Рисунок 1 Анализ технологичности конструкции
Результаты исследований сводим в таблицу, которая позволит произвести анализ технологичности конструкции наиболее рациональным способом.
Таблица 3
| №,№ | №,№ поверх-но стей | Иденти-ные поверх-ности | Квалитет точности | Параметр шероховатости | Коэф-фициент приведения | Примеча-ние |
| 1 | 1,32 | 2 | 14 | 6,3 | 4 | 2 фаски |
| 2 | 2 | 7 | 0,8 | 7 | ||
| 3 | 3 | 14 | 6,3 | 4 | ||
| 4 | 4 | 9 | 6,3 | 4 | ||
| 5 | 5 | 9 | 6,3 | 4 | ||
| 6 | 6 | 14 | 6,3 | 4 | ||
| 7 | 7 | 14 | 6,3 | 4 | ||
| 8 | 8,9 | 2 | 14 | 6,3 | 4 | 2 радиуса |
| 9 | 10 | 14 | 6,3 | 4 | ||
| 10 | 11 | 7 | 0,8 | 7 | ||
| 11 | 12 | 14 | 6,3 | 4 | ||
| 12 | 13 | 6 | 0,8 | 7 | ||
| 13 | 14 | 14 | 6,3 | 4 | ||
| 14 | 15 | 14 | 6,3 | 4 | ||
| 15 | 16 | 14 | 6,3 | 4 | ||
| 16 | 17-22 | 6 | 14 | 6,3 | 4 | 6 радиусов. |
| 17 | 23-25 | 3 | 14 | 6,3 | 4 | 3 отв. |
| 18 | 26-31 | 6 | 14 | 6,3 | 4 | 6 отв. |
| Итого: | 32 | 19 |