Курсовая работа: Технологический процесс получения детали "Пробка 5а"
![]() , (6.1)
, (6.1)
где m – величина осадки (m=2).
![]()
Площадь поперечного сечения заготовки определится по формуле.
![]() (6.2)
(6.2)
![]()
Определим длину заготовки по формуле.
![]() (6.3)
(6.3)
![]() .
.
Округляем длину заготовки до 210 мм и проверяем условие 1,25 ≤m≤ 2,5
![]()
Таблица 6.1 – Технологический процесс получения поковки
| Операции и переходы | Эскизы переходов | Оборудование и инструмент |
|
Резка заготовки | 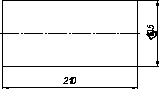 |
Пилы, мерительный инструмент |
|
Нагрев заготовки t = 1000ºC | Методическая печь | |
|
Насадка с наметкой полости | 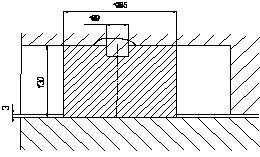 |
Молот, штамп, робот |
|
Окончательная штамповка |  |
Молот, штамп, робот |
|
Обрезка заусенцев и прошивка отверстия | 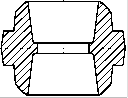 |
Пресс, штамп для прошивки и обрезки |
| Окончательный контроль по чертежу поковки | Мерительный инструмент |
Выбор положения поковки и определение разъема штампа
При выборе положения поковки в штампе необходимо учесть следующее:
Требуется обеспечить равномерное или направленное затвердевание поковки;
Наиболее ответственные, обычно обрабатываемые поверхности, надо делать нижними или боковыми (эти поверхности получаются более чистыми), но не располагать их на линии разъема;
Рекомендуется располагать поковку по возможности с меньшим вертикальным габаритом и большим горизонтальным.
Выбор разъема штампа зависит от конфигурации и размеров поковки, а также от характера производства. Для данной штампа линия разъема будет одна, которая изображена на чертеже поковки (ТПЖА.752457. -01).