Курсовая работа: Технологический процесс получения детали "Пробка 5а"
Припуском на механическую обработку является слой металла (на сторону), предназначенный для снятия в процессе механической обработки с целью получения требуемой чистоты поверхности и размеров, заданных чертежом детали. Величина припусков зависит от материала детали, характера производства, положения обрабатываемой поверхности и регламентируется с ГОСТом. Припуск на поверхности по линии разъема должны быть больше, так как в этой части поковки образуется избыток металла, могут скапливаться мелкие частицы шлака, неметаллические включения и газовые пузыри.
Припуски на механическую обработку поковок назначаются по ГОСТу 7505 – 89. /2/
Æ230 при чистоте поверхности Rа 0,40 – припуск 2;
178 при чистоте поверхности Rа 6,3 – припуск 2,8;
Дополнительные припуски
Данные припуски учитывают смещение по поверхности разъема штампа, а так же отклонение от плоскостности данной поверхности.
Штамповочный уклон
Штамповочные уклоны делают для облегчения выемок поковок из штампа. Размеры поковки увеличиваются в направлении извлечения из штампа, то есть в сторону плоскости разъема. На обрабатываемые поверхности поковок штамповочные уклоны даются поверх припусков на механическую обработку, на необрабатываемые – за счет увеличения или уменьшения размеров отливки.
Величина штамповочных уклонов выбирается для наружных плоскостей – 5-7º, а для внутренних – 7-10º.
Напуски
Напуск служит для упрощения изготовления поковки. Например, режущие зубья в виде зубчатого венца целесообразнее изготовить в процессе механической обработки. А также канавки, вырезанные в детали, получают механической обработкой.
Радиусы скругления
Для лучшего заполнения металлов углов поковок и уменьшения износа штампов переходы их поверхностей скругляются радиусами. Радиусы угловых впадин должны больше, чем у наружных углов.
Определим коэффициент использования металла:
 , (6.46)
, (6.46)
где МД – объем детали,
Мзаг – объем поковки.
Vдет = 1/3ּ115ּ2302 ּπ – π/4ּ176ּ1442 – (230-178) ּ230ּ176 + π/4ּ23ּ602 - - π/4ּ40ּ102 - π/4ּ8ּ602 - π/4ּ20ּ202 - 30 ּ20ּ20= 1485359,8 мм3 ≈ ≈ 1485,4 ּ10 -6 м3
mД = VД ּr (6.5)
mзаг = Vзаг ּr (6.6)
Плотность стали r=7,82ּ10 6 г/м3 ; тогда масса детали и поковки найдутся по следующим формулам:
mД =7,82 ּ10 6 ּ1485,4 ּ10 -6 = 11,6 кг
mзаг =7,82 ּ10 6 ּ1805,4 ּ10 -6 = 14,1 кг.
КИМ=![]() =83%=0,83.
=83%=0,83.
7. Разработка технологического процесса получения заготовки. Оборудование
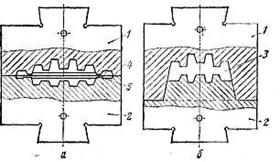
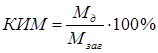
Сущность процесса и способы объемной штамповки
Объемная штамповка – придание заготовке заданной формы и размеров путем заполнения материалом рабочей полости штампа. Полость штампа, которую заполняет металл при штамповке, называют ручьем.
По способу изготовления поковок горячую объемную штамповку разделяют на штамповку в открытых штампах и штамповку в закрытых штампах, схемы которых представлены на рисунке 7.1.