Курсовая работа: Технологический процесс приемочного контроля детали "зубчатое колесо" и активный контроль на операции шлифование отверстия
Технологический маршрут ТК в производстве разрабатывается с учетом маршрута обработки изделия. Технологический маршрут процесса ТК зубчатого колеса при приемке представлен в таблице 7.
Таблица 7 - Технологический маршрут ТК зубчатого колеса
| № операции | Наименование операции | Содержание операции | Используемое оборудование |
| 000 | Контрольная | Контролировать шероховатость | Образцы шероховатости |
| 005 | Контрольная | Контролировать допуск на направление зуба | Прибор для контроля направления зуба |
| 010 | Контрольная | Контролировать предельное отклонение шага зацепления | Шагомер |
| 015 | Контрольная | Контролировать отклонение измерительного межцентрального расстояния за один оборот колеса на зубе | Прибор для комплексной проверки зубчатых колес модели МЦМ - 160 |
| 020 | Контрольная | Контролировать круглость поверхности Ø 40 мм | Пневмоническая пробка |
| 025 | Контрольная | Контролировать параллельность и симметричность оси шпоночного паза относительно оси отверстия | Калибр для расположения параллельности и симметричности шпоночного паза по ГОСТ 24109-80 |
| 030 | Контрольная | Контролировать биениезубчатого венца | Приспособление для контроля радиального биения зубчатого венца |
| 035 | Контрольная | Контролировать биение ступицы и торцевое биение | Стойка центровая с измерительной головкой по ГОСТ 10197-70 |
| 040 | Контрольная | Контролировать Ошибка! Ошибка связи.поверхности Ø157,5 мм | Скоба по ТУ 2-034-227-87 |
| 045 | Контрольная | Контролировать Ошибка! Ошибка связи.поверхности Ø 40 мм | Калибр-пробка гладкий проходной с насадками по ГОСТ 14815-69 |
| 050 | Контрольная | Контролировать линейный размер 64 мм | Шаблон-скоба |
| 055 | Контрольная | Контролировать линейный размер 29 мм | Шаблон-скоба |
10. Разработка технологических операций ТК
Под технологической операцией ТК понимается законченная часть процесса контроля, выполняемая на одном рабочем месте, характеризуемая постоянством применяемого средства контроля при проверке одного или нескольких контролируемых признаков у одного или нескольких определенных объектов контроля.
При проектировании операций ТК стремятся к соблюдению конструкторских, технологических и измерительных баз. При разработке операций ТК должно обеспечиваться:
1 Внедрение прогрессивных методов контроля и оценки качества продукции;
2 Систематическое повышение производительности труда;
3 Снижение трудоемкости контроля с тяжелыми и вредными условиями.
Все операции разрабатываемого в данном курсовом проекте процесса ТК проводятся над готовым изделием, так как приемочный контроль подразумевает контроль готовой продукции. Приемочный контроль заготовок, деталей, узлов, изделий в процессе производства осуществляет контролер ОТК, закрепленный за данным участком производства.
На приемочный контроль продукцию предъявляет производственный мастер данного участка производства при выполнении всех операций согласно технологическому процессу и после принятия продукции контролером ОТК на каждой операции, на основании выписанной накладной и ведомости материалов, технологического процесса, чертежа.
Производственный мастер несет полную ответственность за соблюдение последовательности технологического процесса. На приемочном контроле контролер ОТК визуально контролирует выполнение всех операций согласно технологическому процессу.
Контроль шероховатости проводят визуально, сравнивают с образцами.
Прибором для контроля направления зуба проверяют направление зуба.
Контролируют шаг зацепления с помощью шагомера.
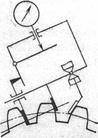
Рисунок 1 – Схема контроля шага зацепления
Для комплексной двухпрофильной проверки зубчатого колеса используют прибор для комплексной проверки зубчатого колеса прибор для комплексной проверки зубчатых колес модели МЦМ – 160.
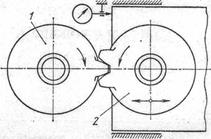
Рисунок 2 – Схема контроля комплексной двухпрофильной проверки зубчатого колеса
1- измеряемое колесо;
2 – эталонное колесо
Контроль диаметров внешний цилиндрической поверхности Ø157,5 мм, осуществляется с помощью скобы.
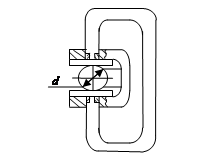
Рисунок 3 - Схема контроля диаметров внешних поверхностей
Контроль диаметра внутренней цилиндрической поверхности Ø40 мм, осуществляется калибром-пробкой.
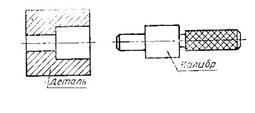
Рисунок 4- Схема контроля диаметра внутренней поверхности
Контроль радиального биения зубчатого венца осуществляется приспособлением для контроля радиального биения зубчатого венца цилиндрического колеса представлен в графической части.
11. Определение объема контроля. Планы контроля