Курсовая работа: Технология изготовления рычага
Содержание
1. Назначение и конструкция детали
2. Выбор материала детали
3. Выбор способа формообразования заготовки
4. Технологический процесс механической обработки «Рычага»
Использованная литература
1. Назначение и конструкция детали
Деталь «Рычаг» относится к деталям гидромашиностроения и входит в состав конструкции поворотно-лопастной гидротурбины типа турбины Каплана. Деталь «Рычаг» является составной частью механизма поворота лопастей рабочего колеса.
«Рычаг» представляет собой деталь, состоящую из плоской ступицы диаметром 980 с центральным отверстием диаметром 485 и отходящего от нее пальца с цилиндрическим галтельным основанием диаметром 250. Рычаг механизма поворота насаживается на цапфу лопасти (рис. 1 поз.3) посредством внутреннего отверстия диаметром 485 и скрепляется с цапфой лопасти 7 болтами М120х4. В конструкции предусматриваются также два цилиндрических штифта диаметром 130 для передачи крутящего момента от рычага к лопасти. Рычаг посредством пальца соединяется с серьгой (рис.1 поз.6), которая заменяет шатун, и шарнирно соединяется вторым своим концом с крестовиной. Крестовина через проушину и соединительные планки воздействует на рычаг, который, поворачиваясь, разворачивает лопасть рабочего колеса. Также «Рычаг» удерживает своей боковой поверхностью лопасть от осевого перемещения.
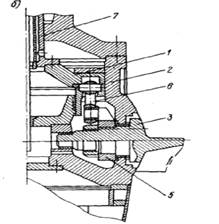
Рис. 1 Разрез рабочего колеса с дифференциальным поршнем: 1-дифференциальный поршень; 2-корпус р.к.; 3-лопасть; 4-цапфа; 5-РЫЧАГ; 6-серьга; 7- контршток сервомотора.
Для транспортировки и кантовки детали на его поверхности предусмотрено 3 отверстия под рым-болты М30.
2. Выбор материала детали
При работе турбины «Рычаг» подвержен большим нагрузкам: подвергается одновременному действию усилия, приложенному к его пальцу от сервомотора, и центробежной силы лопасти, цапфы и самого рычага, поэтому к его прочности предъявляются высокие требования. Для обеспечения необходимой прочности рычаг изготавливают из высокопрочных сталей путем ковки с последующей нормализацией 870-890o C или закалкой 920-950 o C с отпуском 570-600o C .
Исходя из вышесказанного, в качестве материала рычага принимаем конструкционную легированную сталь Сталь 30ГСЛ ГОСТ 977-88. Сталь применяется для деталей типа лопасти гидротурбин, рычаги, фланцы, сектора, венцы зубчатые, ролики обоймы, колеса ходовые и др., а также фасонные отливки, отливаемые методом точного литья, зубчатые колеса, бандажи, отливки небольших сечений и другие детали общего машиностроения к которым предъявляются требования повышенной твердости, сварно-литых конструкций с большим объемом сварки и др. Химический состав и механические свойства стали 30ГСЛ необходимо знать для выбора способа получения заготовки, режимов резания и технического нормирования.
Таблица 1. Химический состав стали 30ГСЛ ГОСТ 977-88
| Химический элемент | % |
| Кремний (Si) | 0.60-0.80 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 1.10-1.40 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.040 |
| Хром (Cr), не более | 0.30 |
| Сера (S), не более | 0.040 |
Таблица 2. Механические свойства
| Термообработка, состояние поставки | 0,2, МПа | B, МПа | 5, % | , % | KCU, Дж/м2 |
| Нормализация 870-890 °С. Отпуск 570-600 °С. | 350 | 600 | 14 | 25 | 29 |
| Закалка 920-950 °С. Отпуск 570-650 °С. | 400 | 650 | 14 | 30 | 49 |
Таблица 3. Технологические свойства
| Свариваемость | |
| Способы сварки: РДС, АДС под газовой защитой, ЭШС. Необходимы подогрев и последующая термообработка. | |
| Обрабатываемость резанием | |
| при НВ 156 Ku тв.спл. = 1,0, Ku б.ст. = 0,8. | |
| Склонность к отпускной способности | не склонна |
| Флокеночувствительность | не чувствительна |
Таблица 4. Общие сведения
| Заменитель |
| стали: 20ГСЛ, 25ГСЛ, 40ХЛ. |
| Вид поставки |
| отливки ГОСТ 977-75. |
Таблица 5. Литейные свойства
| Линейная усадка, % | 1487 |
| Показатель трещиноустойчивости, Кт.у. | 2.2-2.3 |
| Жидкотекучесть, Кж.т. | 1.0 |
| Склонность к образованию усадочной раковины, Ку.р. | 0.9 |
| Склонность к образованию усадочной пористости, Ку.п. | 1.2 |
Материал детали обладает литейными свойствами и в то же время хорошо обрабатывается давлением, следовательно выбор процесса и метода изготовления заготовки связан с обеспечением данного качества детали, т.е. с техническими условиями на изготовление.
3. Выбор способа формообразования заготовки
Правильно выбрать заготовку - значит определить ее пригодность для изготовления детали с позиций прочностных и стойкостных характеристик, установить рациональный способ ее получения, определить оптимальные припуски на обработку ее поверхностей, рассчитать размеры заготовки и установить допуски на точность их выполнения, сконструировать заготовку и разработать оптимальные технические условия на изготовление.
Основными факторами, учитываемыми при выборе заготовки, являются:
масштаб и серийность выпуска (тип производства);
тип и конструкция детали (форма и размеры);
назначение детали в машине, материал и технические условия на изготовление;
планируемые сроки на технологическую подготовку производства;
конкретные условия производства (вооруженность завода и кадры);
экономичность заготовки, выбранной с учетом предыдущих факторов.
Все способы получения заготовок определяются:
--> ЧИТАТЬ ПОЛНОСТЬЮ <--