Курсовая работа: Технология холодной объемной штамповки
2) очистка;
3) правка, калибровка по диаметру Ø14,5 мм;
4) нанесение канавок (рис. 4);
5) отрезка (рис. 5);
6) прямое выдавливание с высадкой головки (рис.7);
7) накатка (рис. 8);
8) прямое выдавливание рифленой поверхности (рис.10);
9) нарезание резьбы.
Прямое выдавливание с высадкой головки
Данная операция является комплексной, т.к. в данном случае на заготовке мы получаем головку и ступень во втрой части. Следовательно, расчет будет вестись поэтапно.
Высадка головки осуществляется пуансоном в сомнкнутой неподвижной матрице. После соприкосновения пуансона с торцевой поверхностью матрицы, начнется процесс деформации металла с заполнением цилиндрической полости в пуансоне. Параллельно заготовка начнет поступательное движение в матрице и начнется прямое выдавливание, в результате которого диаметр поперечного сечения станет равен 12 мм [2].
Рассчитаем геометрические размеры заготовки после операции.
1) Условно разделим объем на две части. Объем 1 известен, т.к. в, результате выдавливания, верхняя часть заготовки будет такой, какой она должна быть по заданию (см. рис. 1):
![]() .
.
Объем заготовки равен сумме двух объемов: ![]() .
.
Выразим объем второй части:
![]() .
.
Зная формулу объема цилиндра, найдем длину второй части заготовки:
![]()
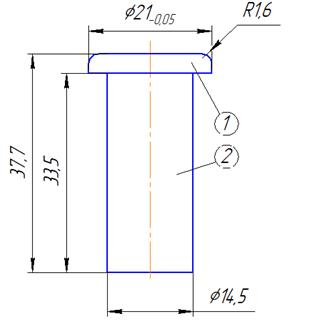
Рис. 6 Расчет длины второй части заготовки
Определение силы высадки
Найдем логарифмическую и относительную деформацию (![]() и
и ![]() соответственно) [2]:
соответственно) [2]:
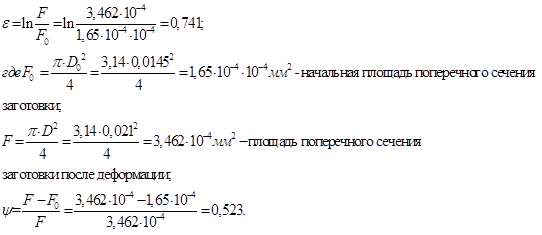
Для нахождения напряжения течения ![]() воспользуемся эмпирической формулой [2]:
воспользуемся эмпирической формулой [2]:
![]() , где
, где ![]()
Подставив значения, получим
![]()
Достаточно точные значения силы, необходимой для высадки деталей типа тел вращения, обеспечивет уравнение, представленное ниже [2].