Курсовая работа: Технология холодной объемной штамповки
где ![]() - коэффициент, учитывающий неравномерность напряжений, обусловленную сложностью формы высаживаемой детали, для симметричных деталей
- коэффициент, учитывающий неравномерность напряжений, обусловленную сложностью формы высаживаемой детали, для симметричных деталей ![]()
![]() -коэффициент, учитывающий влияние механической схемы деформации,
-коэффициент, учитывающий влияние механической схемы деформации, ![]()
![]() - коэффициент трения при холодном деформировании со смазочным материалом,
- коэффициент трения при холодном деформировании со смазочным материалом, ![]() D – диаметр заготовки, h – высота заготовки, F – площадь поперечного сечения, равная
D – диаметр заготовки, h – высота заготовки, F – площадь поперечного сечения, равная ![]() .
.
Подставив соответствующие значения, получим:
![]()
2) Операция является комплексной, следовательно необходимо рассчитать объем 2
(рис. 6), так как он также будет обработан. Суть расчета аналогична пункту 1.
Для упрощения расчетов, верхнюю часть заготовки рассматривать не будем, т.е рассматриваемый объем равен ![]() .
.
Объем 1: ![]() .
.
Найдем объем 2:
![]() .
.
Зная формулу объема цилиндра, найдем длину второй части заготовки:
![]()
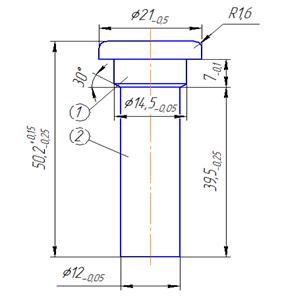
Рис. 7 Прямое выдавливание с высадкой головки
Определение силы выдавливания
Изначально, на обработку поступил откалиброванный пруток, диаметром 14, 5 мм, далее диаметр стал 12 мм (под резьбу).
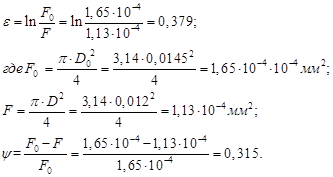
Найдем логарифмическую и относительную деформацию (![]() и
и ![]() соответственно) [2] при переходе Ø14,5 мм – Ø12 мм:
соответственно) [2] при переходе Ø14,5 мм – Ø12 мм:
Давление, передаваемое на пуансон при прямом выдавливании:

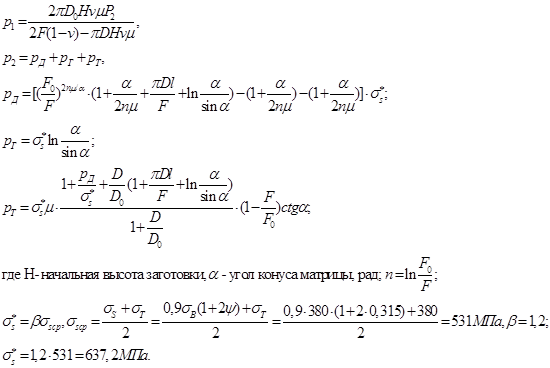
Подставив соответствующие значения в формулы, получим:
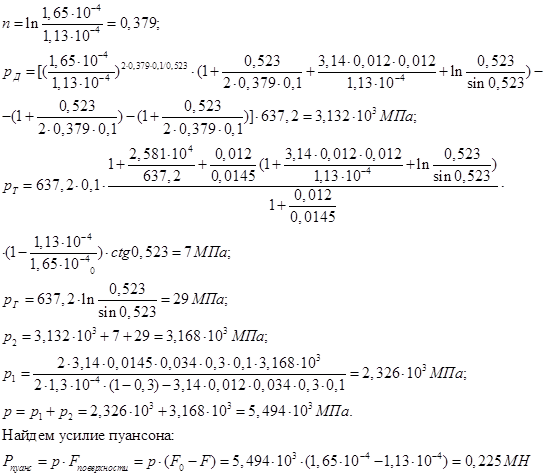
Таким образом, получим усилие пуансона на операции прямого выдавливания с высадкой головки:
![]()
Накатка
Накатка – это образование на заготовке резьбы или мелких рифлений непрерывным воздействием инструмента. Деформационное упрочнение поверхностного слоя при накатке и волокнистое строение структуры металла повышают циклическую прочность резьбовых соединений примерно в 1,6 раза по сравнению с нарезкой.
Накатку будем производить при помощи роликов, имеющих равную частоту вращения, так при использовании данного метода повышается долговечность накатанных изделий, производительность труда выше в 12-15 раз по стравнению с фрезерованием.