Курсовая работа: Технология холодной объемной штамповки
Рис. 8 Накатка
Прямое выдавливание
В данной операции получаем зубчатую поверхность, для этого, пользуясь принципом равенства объемов (рис. 9), назначим соответствующий диаметр матрицы, равный ![]() . Описание процесса выдавливания приведено выше.
. Описание процесса выдавливания приведено выше.
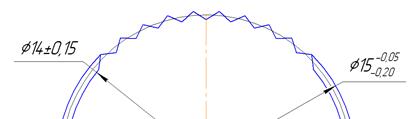
Рис. 9 Схема части заготовки
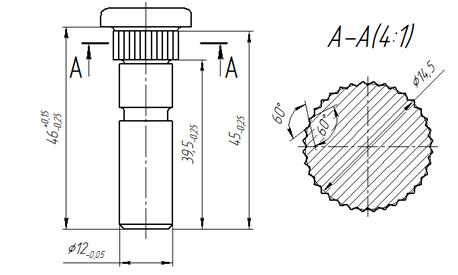
Рис. 10 Прямое выдавливание
В случае, когда прямое выдавливание применяется с целью формообразования, необходимо воспользоваться следующей формулой [2]:
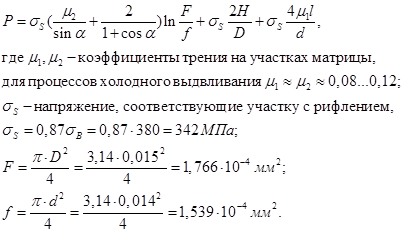
Подставив соответствующие значения, получим

6. Инструмент
Ниже приведены оперционные эскизы процессов, указанных в разделе 5.2.
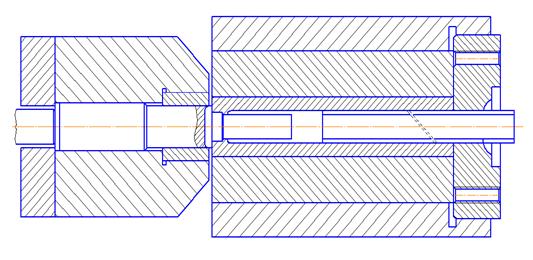
Рис. 11 Схема операции прямого выдавливания с высадкой головки
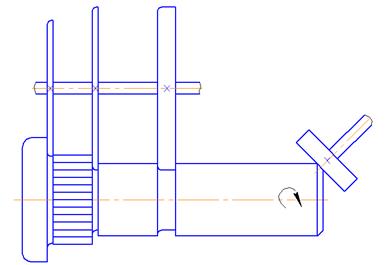
Рис. 12 Схема операции накатки
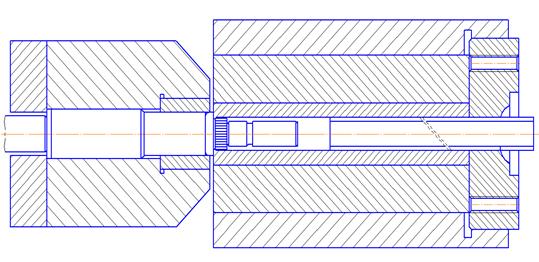
Рис. 13 Схема операции прямого выдавливания
7. Смазка
Для холодной объемной штамповки и высадки стальных деталей на автоматах наиболее эффективно и часто применяют фосфатирование с последующим омыливанием. Однако фосфатирование имеет ряд недостатков (сложность и токсичность процессов, загрязнение полостей штампа, невозможность фосфатирования заготовок из лигированных сталей и сплавов и т.д.), следовательно, следует использовать жидкие технологические смазки.
Результаты испытаний показали, что смазка марки Сульфидол М-127 снижает максимальную силу примерно на 10% по сравнению с фосфатным покрытием. Чем лучше технологические смазки разделяют контактирующие металлические поверхности, тем меньше разность сил выдавливания. По этому показателю Сульфидол М-127 является наиболее эффективной смазкой. Следовательно, в разработанном выше тех. процессе будем использовать именно эту смазку. Характеристики смазки Сульфидол М-127:
Внешний вид: пастообразная жидкость черного цвета.
Кинематическая вязкость при 50°С: 520 ![]() /с.
/с.
Плотность: 1,9 г/![]() .
.
Содержание воды: Отсутствует.
Температура вспышки: 120°С.
Коэффициент трения при осадке кольцевых заготовок: 0,045.
8. Маршрутная технологическая карта
|
К-во Просмотров: 824
Бесплатно скачать Курсовая работа: Технология холодной объемной штамповки
|