Курсовая работа: Технология обработки вала
Приспособления: токарный самоцентрирующийся патрон, предохранительный сверлильный патрон, рифленый передний центр, вращающийся задний центр.
Режущий и мерительный инструмент: токарный подрезной резец Т15К6, центровочное сверло, спиральное сверло Ø 10.2 мм, метчик М12, фасочный резец (правый и левый), линейка металлическая, штангенциркуль ШЦ-1.
2.2 Фрезерная обработка
Оборудование: вертикально-фрезерный станок 6Р11, мощность двигателя Nдв=5,5 кВт.
Приспособления: подвижные призмы, прихваты. Режущий и мерительный инструмент: шпоночная фреза Ø16мм, штангенциркуль ШЦ-1.
2.3 Шлифовальная обработка
Оборудование: круглошлифовальный станок 3М150, мощность двигателя Nдв =4.0 кВт. Приспособления: трехкулачковый патрон, передний и задний центра.
Режущий и мерительный инструмент: шлифовальный круг Ø400х50х16 мм, микрометр 50-75.
3. УСТАНОВЛЕНИЕ РЕЖИМОВ РЕЗАНИЯ
3.1 Токарная операция
На токарной операции расчет режимов резания производится на 3-х переходах:
1. Подрезать торец
5. Сверлить отверстие
6. Нарезать резьбу
Установка А переход 1 подрезать торец.
Скорость резания определяется по формуле:
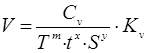
где Т=60 мин – среднее значение периода стойкости резца;
t=5 мм – глубина резания;
S=0.5 мм/об – подача при точении (табл. 11)
Из таблицы 17 находим значение коэффициента Сv и показателей степеней:
Сv =350; x =0.15; y =0.35; m =0.20
Kv =Kmv ∙Kuv ∙Knv ,
где Kmv – поправочный коэффициент, учитывающий качество обрабатываемо-
го материала;
Kuv =1.0 – коэффициент, учитывающий качество материала инструмента
(табл. 6);
Knv =0.9 – коэффициент, отражающий состояние поверхности заготовки
(табл. 5).
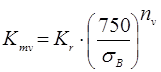
где Kr =1.1 – коэффициент, характеризующий группу стали по обрабатывае-