Курсовая работа: Технология высокоскоростной механической обработки газотурбинных двигателей
Рис. 12. CAM-система для ВСО должна поддерживать 3D-модель остаточного припуска
Во-вторых, CAM-система должна иметь в своем арсенале достаточное количество стратегий, позволяющих обрабатывать сложные полости и стесненные зоны. Как уже упоминалось, для повышения точности и сокращения времени обработки следует использовать позиционную обработку, а непрерывное пятиосевое фрезерование применять лишь для обработки сложных полостей и каналов (рис. 13). В то же время при позиционной обработке для фрезерования высоких стенок может потребоваться очень длинный инструмент, обладающий низкой жесткостью. Если для детали не удастся подобрать нужный угол наклона, при котором можно снизить длину фрезы, придется прибегнуть к непрерывному пятиосевому фрезерованию.

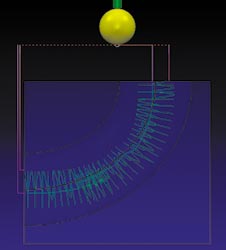
Рис. 13. CAM-система PowerMILL позволяет обрабатывать даже каналы
В-третьих, как мы уже отмечали, в CAM-системе должны присутствовать стратегии обработки со сглаженными траекториями обработки (со скруглением острых углов, «гоночные» (Raceline) траектории и т.п.) — рис. 14 — и сглаженными ускоренными перемещениями (ускоренные подводы и переходы по дуге) — рис. 15, позволяющие снизить инерционные нагрузки на станок. В противном случае контроллер станка будет непрерывно уменьшать скорость подачи в углах траектории.
Рис. 14. Пример траектории инструмента для обычного фрезерования (слева) и для ВСО
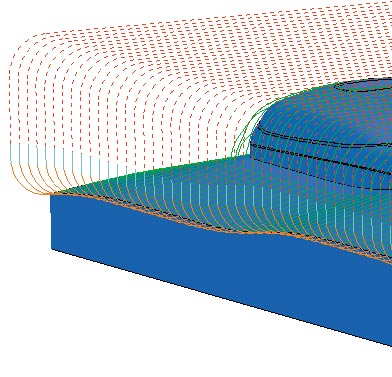
Рис. 15. Сглаженные ускоренные перемещения на высоких скоростях позволяют экономить общее время
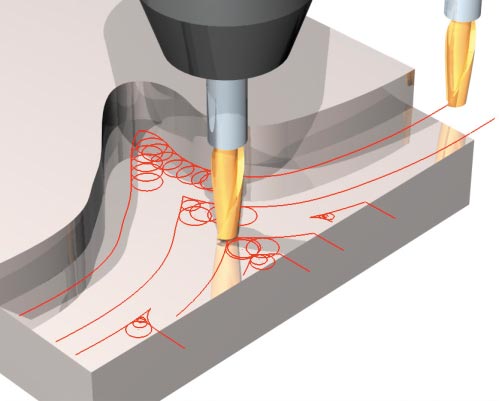
Рис. 16. Трохоидальная обработка в стесненных зонах
При обработке стесненных зон для снижения нагрузки на инструмент желательно наличие в CAM-системе стратегии трохоидальной обработки (рис. 16), которая позволяет избежать фрезерования полной боковой поверхностью фрезы и достичь высоких значений скорости подачи, а также обеспечить равномерную нагрузку на инструмент (рис. 17).

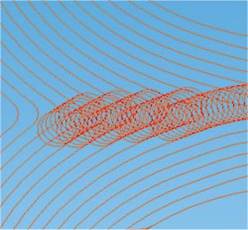
Рис. 17. CAM-система PowerMILL может добавлять трохоидальную обработку для предотвращения перегрузки инструмента
Как мы уже отмечали, контроллер станка с ЧПУ непрерывно анализирует очередь предстоящих команд на сотни кадров вперед, и при резких изменениях траектории снижает скорость подачи. Оказывается, что если заставить CAM-систему аппроксимировать траекторию инструмента в пределах допуска дугами окружности, то можно достичь снижения фактического времени обработки на станке. В CAM-системе PowerMILL такая оптимизация реализована в опции расчета управляющих программ Вписать дуги (рис. 18). На практике это позволяет на несколько процентов сэкономить время обработки на станке только за счет того, что контроллер дает возможность достичь больших скоростей подачи.
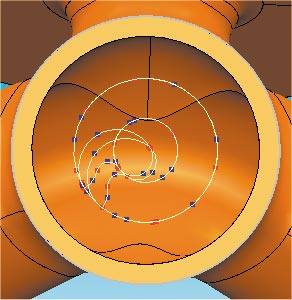
Рис. 18. Опция PowerMILL Вписать дуги позволяет перераспределить точки траектории с целью повышения фактической скорости подачи и снизить станочное время
Современные системы ЧПУ имеют встроенные алгоритмы, которые сами могут интерполировать полученную «ломаную» траекторию в гладкую, в зависимости от длины перемещения в кадре и угла между соседними отрезками траектории. Если использовать это свойство и задать в кадре перемещение, равное заложенному в параметрах системы ЧПУ, то система ЧПУ отработает эти перемещения без замедлений и ускорений в точке перегиба. В PowerMILL для этого используется функция перераспределения точек (рис. 19), которая может в пределах заданного допуска перераспределить или убрать избыточные точки траектории. Приведем конкретный пример: при обработке на станке Huron KX8-Five со стойкой Siemens 840D в случае равномерного распределения точек фактическое время резания детали составило 82 мин, а после перераспределения точек с максимальным допуском 0,25 мм оно снизилось до 50 мин (рис. 20). В этом случае экономия времени составила почти 40%!
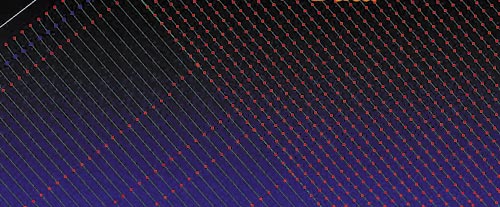
Рис. 19. В левой части рисунка показана оптимизированная в пределах допуска траектория обработки с перераспределением точек
Мы уже не раз подчеркивали, что все траектории для ВСО должны быть сглажены, чтобы система «станок — приспособление — инструмент — деталь» не испытывала высоких динамических нагрузок. Гладкость траектории приводит к тому, что УП для ВСО состоят из очень коротких ходов инструмента — порядка 0,1-0,2 мм между соседними точками. В результате файлы программ для ВСО получаются объемом в десятки мегабайт. Отсюда вытекает еще одно специфическое требование: CAM-система должна быть очень быстрой, чтобы в приемлемый срок обрабатывать столь большой объем данных.
Рис. 20. При обработке этой детали функция перераспределения точек позволила сэкономить 39% (!) машинного времени
В случае формирования внешнего контура рассматриваемых деталей топливных и гидравлических агрегатов приходится снимать большие объемы материала, причем зачастую в глубоких карманах и закрытых зонах. В этом случае для достижения более высокой производительности съема материала целесообразно использовать погружное фрезерование (Plunge Milling), при котором фреза движется вдоль своей оси вращения (рис. 21).
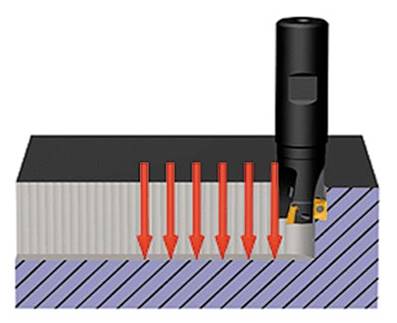
Рис. 21. Иллюстрация метода погружного фрезерования
Еще одно особое требование к CAM-системе для ВСО — повышенная надежность ЧПУ-программ, поскольку любой зарез может вызвать катастрофические поломки оборудования. Во время семинара участникам была продемонстрирована обработка детали на подачах до 8000 мм/мин (приблизительно 134 мм/с). При столь высоких скоростях подачи доверие программиста-технолога и оператора станка с ЧПУ к CAM-системе играет решающую роль, так как в случае ошибки в УП остановить станок с целью предотвращения аварии не представляется возможным.

Рис. 22. После согласования с конструктором наружная поверхность корпусной детали для экономии времени может остаться недообработанной