Курсовая работа: Технология высокоскоростной механической обработки газотурбинных двигателей
Высокоскоростная механообработка деталей ГТД
Основы ВСО, инструмент и режимы обработки
Технология высокоскоростной механической обработки (ВСО) относится к числу наиболее прогрессивных и быстро развивающихся. Уже сегодня промышленность ведущих стран мира достаточно широко использует ВСО при скоростях резания 500…1500 м/ мин и более (табл. 1) при обработке:
пресс-форм и штампов концевыми фрезами для получения изделий, широко применяемых в автомобильной и аэрокосмической промышленности жаропрочные стали, алюминиевые сплавы, конструкционные оргпластики, армированные стекловолокном и др.;
фольгированных печатных плат (скоростное сверление), для электронной промышленности;
изделий из высокопрочных алюминиевых сплавов в аэрокосмической и автомобильной промышленности и др.
Таблица 1 Характеристики высокоскоростного резания
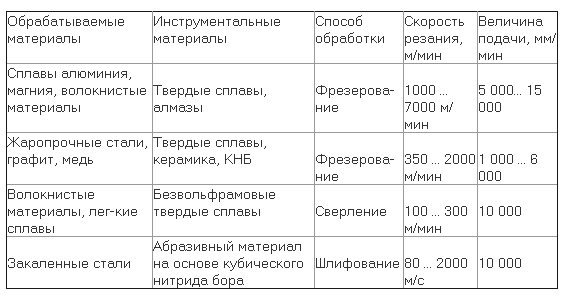
Например, при фрезеровании алюминия используются следующие диапазоны скоростей, м/мин:
традиционный – менее 500
высокопроизводительный – 500 ... 2500
высокоскоростной – 2500 ... 7500
сверхвысокоскоростной – более 7500.
До недавнего времени широкое применение этой технологии сдерживали: режущий инструмент, оборудование и системы ЧПУ. Сейчас эти проблемы в принципе решены. Поэтому тенденция к расширению создания и использования технологий высокоскоростной обработки носит устойчивый характер.
Высокоскоростная механическая обработка (HSM – High Speed Machining) и высокоскоростное фрезерование (HSM – High Speed Milling), в частности, в последние годы существенно изменили подход к методам механообработки. Решающим фактором в оценке процесса HSM-обработки является производительность станков, что определяет стоимость производства и повышение качественных характеристик процесса обработки.
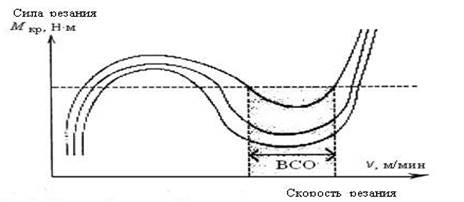
Рис. 1. Кривые Соломона. Зависимость сил резания от скорости резания
1. Высокоскоростная обработка
Теоретическим обоснованием высокоскоростной обработки являются так называемые кривые Соломона (рис. 1), которые показывают снижение сил резания в некотором диапазоне скоростей.
Еще в конце 20-х годов прошлого века Герман Соломон, изучая процессы резания циркульными пилами, сделал вывод, что температура резания зависит от скорости не монотонно, а имеет определенный экстремальный характер. Этой зависимостью он объяснил достигнутые им в опытах очень высокие скорости резания (до 16500 м/мин).
В последующие годы изучением этого вопроса занимались многие ученые, в их опытах на баллистических установках были зафиксированы гораздо более высокие скорости резания (Кузнецов, 1947 г., 50000 м/мин; Кроненберг, 1958 г, 72000 м/мин; Арндт, 1972 г., 132000 м/мин) и предложены физические и математические модели, объясняющие этот эффект.
Применительно к фрезерованию впервые эффект ВСО был реализован в 1979 г. в Техническом университете Дармштадта (Германия), где с использованием шпинделя на магнитных подшипниках была достигнута скорость резания 4700 м/мин. Группой сотрудников университета под руководством профессора Г. Шульца была предложена теория процессов ВСО и изучена возможность промышленного внедрения этого эффекта [2]. Физическая природа высокоскоростного резания хорошо объясняется и российскими учеными на основе фундаментальных закономерностей процесса стружкообразования и изнашивания под влиянием высоких скоростей.
Одним из важных факторов при ВСО является не только снижение величины крутящего момента в зоне высоких скоростей, но и перераспределение тепла в зоне резания. При небольших сечениях среза в данном диапазоне скоростей основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Поэтому считается, что высокоскоростное фрезерование, особенно развитое в технологиях ВСО, базируется на сокращении количества тепла, возникающего при обработке резанием, которое обычно и есть причина износа инструмента.
Исследования, проведенные во время ВСО с правильно подобранными параметрами, показали, что 75% произведенного тепла отводится со стружкой, 20% – через инструмент и 5% – через обрабатываемую деталь.
Преимущество ВСО получается также за счет обработки в надкритическом диапазоне колебаний: при высоких частотах вращения, которые используются при ВСО, значительно превышаются частоты собственных колебаний детали, инструмента и компонентов станка. Одновременно с этим, благодаря небольшим поперечным сечениям среза, силы резания невелики, что благоприятно сказывается на точности обработки. Кроме того – высокое качество получаемой поверхности, отсутствие дробления при резании, возможность обработки тонкостенных изделий.
2. Требования к оборудованию для высокоскоростной обработки
Особенности ВСО предъявляют особые требования к конструкции станков, обеспечивающих этот вид обработки. Это касается не только всех элементов самого станка, но и систем и устройств, обеспечивающих его работу, а также целого ряда работ по обслуживанию станка и подготовки его к работе. В общем случае среди требований к высокоскоростному оборудованию можно отметить следующее.
Конструкция станка в целом должна иметь высокую жесткость и хорошие виброгасящие и демпфирующие характеристики, что обычно обеспечивается большой массой базовых частей. Особые требования у высокоскоростного оборудования предъявляются к конструкции направляющих, которые должны обеспечить плавное безлюфтовое движение перемещающихся частей станка.
Конструкция станка в процессе работы должна обеспечить всем его элементам термическую стабильность при минимальных температурных деформациях, поскольку тепловое расширение частей и элементов станка напрямую влияет на качество обработки. В современных высокоскоростных станках применяется специальная система охлаждения его основных элементов, в которой охлаждающая жидкость от специальной холодильной установки циркулирует по специальным отверстиям в шпинделе, ходовых винтах, в элементах корпуса и т.п.
Также для уменьшения тепловых деформаций у станков для изготовления отдельных деталей можно использовать натуральный гранит и специальную минеральную керамику. От материала базовых элементов, особенно станин, стоек, столов, зависит не только склонность к температурным деформациям, но и целый ряд других характеристик станков вибростойкость, прочность, электропроводность и др., многие из которых и определяют главную характеристику – точность оборудования.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--