Отчет по практике: Анализ деятельности ООО "Брасовские сыры"
Система пожарной защиты включает в себя следующие мероприятия:
испытательный срок в пожарной сигнализации;
ограниченное применение горючих веществ в технологии предприятия;
применение конструкций с определенными пределами возгораемость и огнестойкости;
организация пожарной охраны.
Характеристика автомата АРМ.
Конструктивно автоматы выполнены так, что все операции фасовки и упаковки продукта происходят по кругу: Основным связующим звеном между основными узлами является формующий стол с находящимся на нем
Восемью гнездами, расположенными по окружности под углом 45
Технологический цикл работы автомата состоит из следующих операций
загрузки бункера продуктом;
подачи упаковочного материала и нанесение даты дотатором;
отрезки развертки для коробки из ленты упаковочного материала;
переноса развертки на формующую матрицу;
проверки наличия развертки на формующей матрице;
образование коробки и укладки ее в гнездо формующего стола;
дозировки определенной порции продукта в коробку.
загибки краев брикета;
подпрессовки, обеспечивающей плотность и окончательную заделку брикета;
съёма готовых брикетов с формующего стола на переворачиватель, который переворачивает брикеты на 180 и подает их на транспортерную ленту.
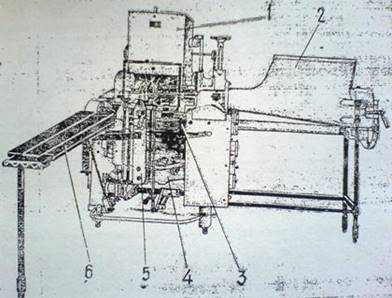
Рис 2-Общий вид автоматов АРМ
Автоматы состоят из следующих основных узлов, соответственно операциям технологического цикла: механизма образования коробки 1, дозатора 2, формующего стола 3, станины с главным приводом 4, механизма заделки 5, транспортера 6.
Перед началом работы механизм образования коробки заправляется упаковочным материалом. Лента упаковочного материала с рулона, надетого на вал, разматывается механизмом предварительной размотки и проталкивается секторами между ножами, которые отрезают развертку для коробки. Отрезанная развёртка переносится на формующую матрицу сектором и валиком и подаётся с помощью рычагов под пуансон, передвигаясь внутри матрицы, образует коробку и подает ее в гнездо формующего стола. Стол, перемещаясь, переносит коробку к узлу дозировки. Дозатор наполняет коробку определенной порцией продукта.
При дальнейшем повороте формующего стола брикет с продуктом перемещается к узлу заделки. После загибки краев гнездо с брикетом перемещается к прессу, который окончательно плотно заделывает брикет.
Затем брикет перемещается к механизму съема и подается на переворачиватель, сбрасывающий его на транспортерную ленту.
Таблица 7-Технические данные автомата АРМ
| Параметры | АРМ |
| Тип автомата | Карусельный |
| Производительность брикетов в мин | 40…80 |
| Коэффициент техн. использования | 0,86 |
| Температура продукта, С | 13. .15 |
| Регулирование производительности | Бесступенчатое |
| Масса брикета | 250, 200,125,100 |
| Упаковочный материал | Пергамент марки В1 ГОСТ 1341-74 |
| Наружный диаметр рулона | До 400 |
| Масса автомата, кг | 1425 |