Отчет по практике: Конструкція правильної машини
3. Основне та додаткове обладнання цеху
На комбінаті "Запоріжсталь" знаходиться спеціалізований цех ЦХП-3 для виробництва широких листів з нержавіючих і легованих сталей.
У цеху встановлено комплекс технологічного обладнання для прокатки і обробки необхідного сортаменту аркушів (рис.1 див. додаток) .
До складу комплексу ЦХП-3 входять: машини для періодичного травлення 1, піч-ванна для лужного травлення 2, агрегат для гартування листів з нержавіючої сталі 3, стан 2800 холодної прокатки 4, агрегат різання 5, ковпакові газові пічі для світлого відпалу 6 , агрегат для зачистки листів та зняття фасок на кромках листів 7, правильно-розтяжна машина 8, мастильний підвал 9, кран вантажопідйомністю 125 т 10 і машинний зал 11.
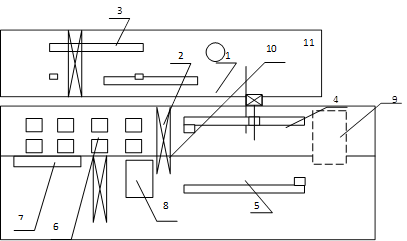
Рис.1. Схема положення обладнання ЦХП-3.
4. Перелік основних ремонтних робіт, які здійснюються механічною службою під час використання обладнання
У процесі експлуатації правильної машини тертьові поверхні поступово зношуються, знос деталей відбувається нерівномірно швидко і повільно зношуються деталі, причому перші визначають час роботи правильної машини до її зупинки на ремонт. Періодичність залежить від багатьох факторів: від правильного догляду і нагляду, від правильної експлуатації та своєчасного проведення ревізій та ремонтів машини.
Догляд за обладнанням складається з точного дотримання встановленого режиму змащення всіх вузлів тертя, застосування мастильних матеріалів над-лежать сортів, систематичної очищення правильної машини, перевірки всіх кріплень, особливо в тих місцях, де можна чекати ослаблення з'єднання. Для цього працівник на правильній машині повинен ретельно дотримуватися правил технічної експлуатації та знати конструкцію. При огляді, ревізії і ремонті (зіштовхувала ) правильної машини слюсарями - ремонтниками, в цих операціях повинен особисто брати участь робітник, який обслуговує правильну машину.
Технічний стан правильної машини повинен перевіряти:
помічник начальника цеху по устаткуванню - не рідше одного разу на місяць,
механік цеху - не рідше двох разів на місяць,
майстра з ремонту - не рідше одного разу на тиждень,
бригадири - щодня при здачі та приймання зміни.
Результати перевірки заносять в агрегатний журнал із зазначенням виявлених дефектів і несправностей.
Вивчення правильної машини дозволяє встановити слабкі місця, розробити заходи для підвищення зносостійкості окремих деталей і забезпечення рівномірного зносу всіх однорідних деталей. Вивчення правильної машини дозволяє удосконалити узли і деталі і в цілому підвищувати виробництво.
Догляд і нагляд за правильною машиною при експлуатації.
Приймання зміни.
При прийманні:
а) оглядаються редуктори, зубчасті передачі, підшипники, муфти згідно з правилами експлуатації типових деталей;
б) перевіряється стан шпиндельного пристрої;
в) оглядається натискні пристрій;
г) провіряється правильність установки роликів (правильних і опорних), від-ний в чи зазор між правильними роликами товщині листів, що підлягають виправленню, перевірити щупом зазор між робітниками і опорними роликами і якщо необхідно, піджати опорні ролики;
д) перевіряється установка верхній траверси, на якій змонтовані верхні робочі та опорні ролики, і якщо необхідно, відрегулювати її становище для досягнення суворої паралельності нижніх і верхніх робочих роликів.
Поточне обслуговування правильної машини.
Якщо лист зміщується в бік станини машині дати зворотний хід, Вирівняти лист по центру рольгангу і продовжувати правку.
Зазор між роликами повинен бути не менше допустимого технологічною інструкцією, так як при меншому зазорі передній кінець листа внаслідок великого вигину може обмотати ролик або піти між двома сусідніми роликами (верхніми і нижніми), що призведе до аварії. Задаються ролики в листи строго по осі машини.
Не можна ставити в машину листи з загнутими краями мають дефекти, що можуть викликати поломку механізмів. Листи з браком пропускати при піднятих верхніх роликах машини. Кількість одночасно задаються в машину листів не повинно бути вище передбаченого технологічною інструкцією правки.
Не допускати до правці листи з різкими відхиленнями за товщиною (недокат); редагувати можна листи з відхиленнями за товщиною, що допускаються ГОСТом.