Отчет по практике: Ознакомление с оборудованием и технологией производства пива
Рабочий ритм работы (старт, стоп) транспортеров ящиков зависит от нехватки или от скопления ящиков. Он задается фотореле.
7.10 Бутылочный транспорт
Бутылочный транспорт является соединительным путем между отдельными машинами. Транспортеры состоят из отдельных сегментов, привод осуществляется от электродвигателей с частотной регулировкой. По сигналам с фотодатчиков и индуктивных выключателей накопления происходит регулировка скорости транспортеров, а также вырабатываются сигналы управления, влияющие на производительность автоматов.
На бутылочных транспортерах, перед блоком розлива и этикетировочным автоматом, установлена система схождения бутылок без давления ACU 3000. Эта система заводит бутылки вдоль направляющей друг между другом наподобие замка "молнии". Упавшие бутылки и бой в потоке удаляются в сторону без помех функционированию. Применение этой системы позволяет избавиться от застревания бутылок, регулировать скорость транспортеров и влиять на производительность последующей машины. В состав системы входят: регулирующий компьютер ACU 3000; фотодатчики, определяющие пробелы, заторы, заклинивания, упавшие бутылки; электропневмоклапан-толкатель.
7.11 Машина для мойки ящиков
Однопоточный транспортер ящиков, предназначенный для прохождения ящиков через отдельные участки машины, приводится в движение посредством редукторного двигателя с вариатором скорости. Машина подразделена на две зоны обработки: опрыскивание горячей водой и опрыскивание холодной свежей водой. Горячая вода, поступающая с БММ, подогревается паром благодаря автоматическому регулятору температуры.
7.12 Бутылкомоечная машина
Пивные бутылки изготавливают из прочного прозрачного стекла коричневого, темно-зеленого или оранжевого цвета, не пропускающего вредных для пива некоторых цветов спектра солнечного света. Солнечный свет интенсифицирует в пиве некоторые химические реакции, в результате которых образуются вещества снеприятным запахом.
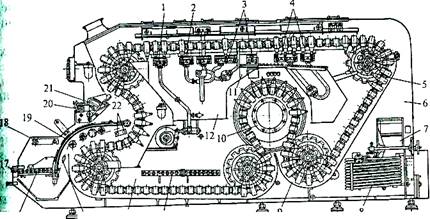
Рис. 3. Бутылкомоечная машина (продольный разрез)
В зимнее время бутылки перед подачей в мойку предварительно выдерживают в теплом помещении для обогрева. Это способствует снижению боя.
На рис. 3 представлена схема бутылкомоечного автомата. Кассеты для бутылок закреплены на двух втулочно-роликовых цепях-5, образующих бесконечный конвейер. Цепи конвейера обкатываются по пяти парам звездочек, из которых одна пара является ведущей. После схода со звездочек цепи перекатываются на роликах по направляющим, приваренным к стенкам корпуса автомата.
В нижней части корпуса 6 автомата, выполненного из листовой стали, имеются две ванны 9 и 14 для отмачивания бутылок. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3 и - 4 для обработки бутылок щелочными растворами, теплой и холодной водой, а также ванны 11 и 12 для приема моющих жидкостей после шприцевания.
В нижних щелочных ваннах установлены теплообменники 8 и 13 для нагревания щелочных растворов и сетчатый барабан 7 для улавливания из раствора смытых этикеток. Воду в верхней водяной ванне нагревают паром через барботер. Механизм загрузки выполнен в виде ряда валиков 16, вращающихся в одном направлении. Вращаясь, валики стола загрузки переносят грязные бутылки с пластин-1 транспортера 17 к криволинейным направляющим 19, по которым поперечные планки 15 задвигают их в очередную кассету. В кассете помещается 16 бутылок.
Чистые бутылки из кассеты выгружаются на наклонные желоба механизма разгрузки 21, устанавливаются им в вертикальное положение и сталкиваются на пластинчатый транспортер 20.
Для мойки бутылок в автомате установлен ступенчатый температурный режим с постепенным повышением и последующим понижением температуры моющих жидкостей. При резком перепаде температур увеличивается бой бутылок.
В бутылкомоечном автомате установлен следующий порядок мойки бутылок.
На столе загрузки бутылки орошаются теплой водой (температура 25—30°С), стекающей из ванны 12 в оросительную трубу 18. При этом бутылки подогреваются, и часть загрязнений смывается.
Перед первой отмывочной ванной бутылки обливают из труб 22 слабощелочной водой, стекающей из ванны 11, температурой 40-45°С. Вода, используемая на столе загрузки и перед первой отмочной ванной, сильно загрязнена и поэтому ее спускают в канализацию.
В первой щелочной ванне 14 происходит отмачивание загрязнений в 1,8—2%-ном щелочном растворе (раствор NaOH с добавлением Na^COj) при температуре 60—65"С.
После выхода из ванны 14 кассеты обкатываются по барабану 10, и в это время бутылки шприцуются из форсунок щелочным раствором температурой 60—65°С для удаления этикеток.
Во второй щелочной ванне 9 загрязнения на бутылках отмачиваются в 1,8—2%-ном щелочном растворе при температуре не ниже 80°С. В качестве моющего раствора могут использоваться также кальцинированная сода Na2 CO3 , тринатрийфосфат Na3 PO4 , жидкое стекло Na2 0-nSi02 .
На верхнем горизонтальном участке трассы бутылки подвергаются многократному шприцеванию изнутри под избыточным давлением 0,3 МПа и обливанию снаружи горячим щелочным раствором температурой 60—65°С, теплой и холодной водой температурой соответственно 40-45, 25-30 С.
Вымытые и охлажденные бутылки проходят несколько позиций для стока воды, а затем выпадают из кассеты на стол разгрузки.
Подлежащие мойке бутылки направляются по транспортеру на автоматическую загрузку в БММ..
В процессе обработки бутылки проходят различные зоны БММ, замачиваются, шприцуются изнутри и снаружи. Контроль давления насосов при помощи датчиков давления предупреждает засасывание воздуха при загрязнении сетчатых фильтров и тем самым выход их из строя. Электропневмоклапана обеспечивают подпитку в различные ванны и подачу моющих и дезинфицирующих сред.
При обработке бутылок с алюминиевой фольгой необходима вытяжка газообразного водорода, который образуется в результате химического растворения алюминия в щелочи и при определенной концентрации взрывоопасен. Вытяжка газа происходит автоматически. С помощью приводимой в движение электроприводом очистной ленточной сетки из машины выводятся смытые этикетки, поступающие далее в этикетный пресс. Последний предназначен для обезвоживания, сжатия и транспортировки отмытых бутылочных этикеток и состоит из гидронасосу, гидроцилиндра, системы электромагнитных клапанов.
После обработки, отмытая бутылка по транспортерам направляется на блок розлива.
7.13 Блок розлива