Реферат: Электропривод летучих ножниц
Для выдачи заготовок из печи на рольганг используется машина безударной выдачи.
Перед первой клетью на ножницах 400 т происходит деление заготовок для фасонного проката на части длиной 4 – 6 м. За ножницами заготовки кантуются.
Прокатка осуществляется в 11 — 16 пропусков.
Черновые клети разделены на 3 трехклетьевые непрерывные группы, в каждой из которых последовательно установлены горизонтальная, комбинированная и вторая горизонтальная клети с диаметром валков 630 мм.
Фасонные профили прокатываются с выпуском раската на рольганг за каждой третьеклетьевой черновой группой.
Также возможна непрерывная прокатка мелких круглых и угловых профилей из длинной заготовки.
Чистовая непрерывная группа состоит из семи клетей диаметром валков 530 мм, расположенных по схеме К-Г-Г-К-Г-К-Г (К — комбинированная, Г — горизонтальная), для прокатки всех профилей, кроме двутавровых балок с параллельными полками, для прокатки которых горизонтальные заменяются универсальными с диаметром горизонтальных валков 900 мм, при этом клети располагаются по схеме К-У-У-К-У-К-У (У — универсальная).
Привод как универсальных, так и горизонтальных клетей осуществляется от одного электродвигателя через двухскоростной комбинированный редуктор.
Для обеспечения высокой точности проката клети выполнены жесткими, а электродвигатели установлены в становом пролёте.
Перед чистовой группой установлены летучие ножницы 130 тонн для обрезки переднего конца раската , аварийной резки и раскроя фасонных профилей, а за последней чистовой клетью — летучие ножницы 63 тонны для порезки простых и фасонных профилей по длине холодильника.
Скорость прокатки на чистовой группе колеблется от 4 м/с до 12 м/с в зависимости от прокатываемого профиля.
Готовый прокат поступает на двухсторонний холодильник. По сторонам холодильника прокат распределяется при помощи стрелки. Перемещаясь по решеткам холодильника к отводящему рольгангу, материал охлаждается.
Для термической обработки проката дополнительно используется установка термоупрочнения, обеспечивающая гидротранспорт проката с требуемой скоростью с одновременным равномерным охлаждением его по всей длине.
Каждая сторона холодильника оборудована двух ниточным отводящим рольгангом, по которому осуществляется подача штанг к правильным машинам участка отделки и уборки проката.
Участок отделки и уборки проката (адьюстаж) состоит из четырех идентичных технологических ниток (линии «100», «200», «300», «400»).
После правильных машин материал поступает на два сдвоенных рольганга и далее распределяется по технологическим ниткам.
На каждой нитке при помощи поперечного транспортера по заданной программе набираются пакеты штанг, на ножницах холодной резки они режутся на длины от 6 до 24 м, и подаются к инспекторским стеллажам, оборудованным системой магнитных кантователей, позволяющих произвести осмотр любого профиля сортамента с любой стороны.
Круглые и квадратные профили передаются на специальные устройства для пакетировки.
Пакеты фасонных профилей передаются к дозирующим решеткам, перекладываются на два параллельных рольганга и транспортируются к магнитным штабелеукладчикам.
При штабелировании уголков и швеллеров пакеты, лежащие на параллельных рольгангах, спариваются, затем двухслойная пачка перекладывается на опускающийся стол.
Далее происходит увязка набранных пакетов в пачки. Увязанные и оформленные пачки убирают с помощью кранов.
На стане «450» используется катаная заготовка сечением 150*150, 150*200, 160*270, 120*200 длиной от 4 м до 12 м, весом от 700 до 4100 кг из углеродистых и легированных сталей.
Готовый прокат выпускается в прутках длиной от 2 до 24 м, в пачках весом до 15 т, причем в потоке предусматривается резка на длины от 6 до 24 метров, а более короткие прутки будут получать на отдельно стоящих агрегатах. Затем готовая продукция поставляется заказчикам.
Летучие ножницы 130 тонн предназначены для вертикальной резки передних концов заготовок простых профилей и для шевронной отрезки передних концов заготовок фасонных профилей и раскроя раскатов фасонных профилей на длины, пропорциональные длине холодильника. Ножницы также служат для порезки проката при аварии на стане.
1.2 Конструкция, кинематическая схема и техническая
характеристика механизма
1.2.1 Конструкция механизма
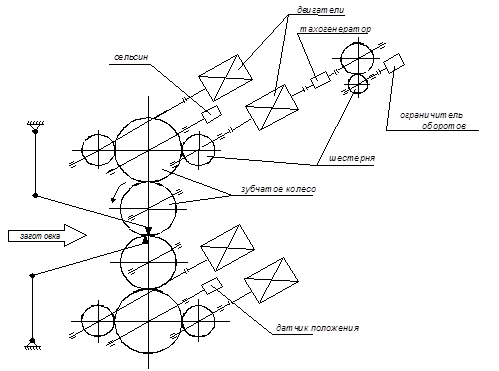
Механизм резки ножниц, образованный кривошипами, шатунами и балансирами, в станине установлен летуче. Четыре двигателя через передачу (i = 2,92) приводят в движение нижний и верхний кривошипы ножниц. Кривошипы взаимно связаны парой зубчатых колес (i = 1).
По техническим условиям летучие ножницы должны обеспечивать перпендикулярность разрезаемого сечения полосы к ее оси, при хорошем качестве сечения, без заусенцев и загибов на концах; которые затрудняют подачу такой заготовки в последующие клети стана, а также вызывают трудности при дальнейшем передвижении заготовки по рольгангу.
Для обеспечения этих требований при разрезании крупных сечений проката с большой высотой необходимо параллельно-горизонтальное движение ножей в момент реза, и при этом скорость движения ножей должна быть равна скорости заготовки. На рис. 2 приведена схема кривошипно-шатунного механизма, обеспечивающего параллельно-горизонтальное движение ножей при разрезании металла.
Опыт эксплуатации показывает , что небольшое превышение скорости ножа над скоростью прокатки не вызывает нарушения качества сечения и даже желательно для лучшего отделения отрезанной заготовки от следующей за ней.
Ножницы работают в режиме запусков на каждый рез переднего конца, реза на мерные длины, а при аварийном резе непрерывно вращаются, пока не будет разрезана вся заготовка. Цикл работы таких ножниц заключается в форсированном пуске ножниц перед каждым резом, обеспечении к моменту скорости ножей, равной или немного превышающей (порядка 5%) скорости заготовки, разрезании заготовки, форсированном торможении привода и остановке ножниц в исходном положении. Таким образом, разгон до полной скорости и торможение с полной скорости должны происходить менее чем за один оборот ножей. Точность отрезаемых длин обеспечивается пуском ножниц перед каждым резом из строго фиксированного положения. Остановка ножниц в фиксированном исходном положении обеспечивается снижением скорости до небольшой величины (ползучая скорость) и отключением привода в исходном положении с применением большого тормозного момента привода.
1.2.2 Кинематическая схема механизма
 |