Реферат: Исследование и разработка конструкции бандажированного опорного валка стана 2500 горячей прокатки
Одним из путей повышения стойкости прокатных валков и снижения их металлоемкости является использование составных валков. Применение бандажей из высокопрочных материалов, возможность замены изношенных бандажей при многократном использовании оси дадут большой экономический эффект.
В настоящее время в 5,6 чистовых клетях стана 2500 ОАО ММК применяются опорные валки 1600х2500 мм, которые изготавливают из кованной стали 9ХФ. В данной работе предлагается использовать составные валки с бандажом из литой стали 150ХНМ или 35Х5НМФ. В качестве осей предлагается использовать отработанные цельнокованые валки. Опыт эксплуатации валков из подобных материалов свидетельствует, что их износостойкость в 2-2,5 раза выше, чем кованых. Соединение бандажа с осью осуществляется по посадке с гарантированным натягом. С целью увеличения передаваемого крутящего момента на посадочную поверхность оси предлагается наносить металлическое покрытие, значительно увеличивающее коэффициент трения, площадь фактического контакта оси и бандажа и его теплопроводность.
Краткий обзор составных прокатных валков. Характеристика стана 2500. Сортамент стана.
1.1 Краткий обзор и анализ конструкций составных прокатных валков
Основные достоинства составных валков:
-
возможность изготавливать бандаж и ось из материалов с различными механическими и теплофизическими свойствами;
-
возможность замены изношенного бандажа при многократном использовании оси валка;
-
термическую обработку бандажа оси можно производить раздельно, что позволяет увеличить прокаливаемость, получить одинаковую твердость по всей толщине бандажа и снизить градиент остаточных напряжений, который в сплошном валке большой массы весьма высок.
Выпуск бандажированных опорных валков листовых станов освоили еще в 70-х годах прошлого века. Бандаж и ось соединяются, как правило, тепловым способом по посадке с гарантированным натягом; бандажи изготавливаются кованые или литые, оси кованные, для их изготовления обычно используют списанные валки. Отверстие в бандаже чаще всего цилиндрическое, посадочное место оси может быть цилиндрическим, бочкообразным или близким к нему по форме для уменьшения концентрации напряжений у торцов бандажа после сборки.
По способу крепления бандажей составные валки можно разделить на следующие группы:
-
использование посадки с гарантированным натягом;
-
применение различных механических способов крепления бандажа;
-
использование легкоплавных сплавов и клеевых соединений.
Усовершенствованию конструкций, методам производства и сборки, повышению технологических характеристик составных валков посвящены многие работы отечественных и зарубежных ученых. Большое место занимают работы по обеспечению надежного соединения бандажа с осью.
Так, например, в работе [1] предлагается использовать составной прокатный валок, содержащий бандаж с натягом, и наложенный на ось с каналами, выполненными по спирали на контактирующей с бандажом поверхности, и буртом. В работе [2] предлагается к использованию валок с составным бандажом из спеченного карбида вольфрама. В ряде работ последних лет [3,4] все чаще предлагается к использованию наплавленные бандажи из высоколегированных сплавов. Во многих случаях, при упрощении технологии изготовлении валка и повышении износостойкости его поверхности, существенно возрастает стоимость, за счет применения большого числа легирующих элементов. Потому, с целью увеличения срока эксплуатации валков, многие авторы посвящают свои работы усовершенствованию конструкции составных прокатных валков.
В работах [5,6] предлагаются составные валки, содержащие несущую профилированную ось и бандаж с профилированной внутренней поверхностью, насаживаемый с натягом с возможностью свободного перемещения его участков меньшего диаметра в нагретом состоянии вдоль несущей оси через участки с большим диаметром по длине. Причем образующие поверхностей бочки оси и бандажа выполнены профилированными в виде плавной кривой по определенным зависимостям (рисунок 1,2). К недостаткам таких валков можно отнести сложность их изготовления, невозможность проконтролировать требуемую кривизну профиля посадочных поверхностей, а в случае [6] еще и ограничены сроки эксплуатации валка, вызванные малым числом возможных переточек бандажа, вследствие возникновения растягивающих напряжений в средней части от разогрева и теплового расширения несущей оси в процессе работы прокатной клети (рисунок 2). Но главным недостатком все же можно считать сложность кривых, описывающих профили сопрягаемых поверхностей, которая затрудняет процесс токарной обработки, а точность, требуемая при
и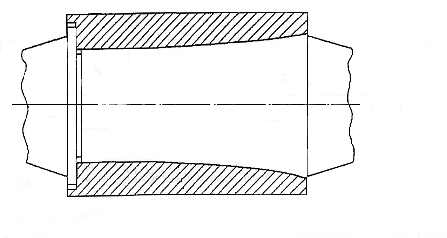
х изготовлении практически невыполнима при технологиях, существующих на машиностроительных заводах.
Рисунок 1 – Составной прокатный валок
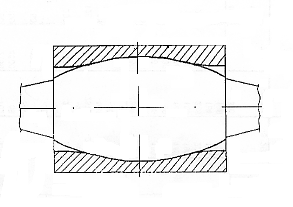
Рисунок 2 – Составной прокатный валок
В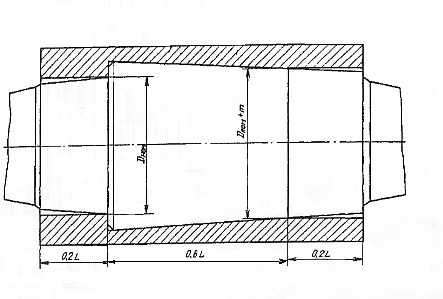
работе [7], в условиях стана 2500 ОАО ММК предлагается использовать составной опорный валок, выполненный в соответствии со схемой на рисунке 3. Недостатком такого валка является наличие переходного участка оси от бурта к конусной части, являющуюся концентратором повышения напряжений, что может привести к поломке оси при повышенных нагрузках и прогибе, а также ограничение срока его эксплуатации. Кроме того, данная конструкция нетехнологична в изготовлении.
Рисунок 3 – Составной прокатный валок
Задачей предлагаемого изготовления составного опорного валка является наиболее простое техническое решение, которое увеличит срок эксплуатации за счет обеспечения постоянного натяга по всей длине сопрягаемых поверхностей.
Предлагается посадочное место бандажа и оси выполнить цилиндрическими, с точки зрения простоты и технологичности изготовления. На кромках оси сделать разгружающие фаски – скосы, для уменьшения концентрации напряжений. Для повышения несущей способности соединения и работоспособности валка основное внимание следует сосредоточить на выборе величины оптимального натяга, разработке мероприятий, существенно увеличивающих коэффициент трения на сопрягаемых поверхностях и теплопроводность контакта ось – бандаж.
При прочностных расчетах необходимо выбрать методику, позволяющую учитывать влияние усилий прокатки на напряженно – деформированное состояние бандажа.
1.2 Характеристика стана горячей прокатки 2500
Широкополосный стан горячей прокатки 2500 состоит из участка загрузки, участка нагревательных печей, черновой и чистовой групп с промежуточным рольгангом между ними и линии смотки.
Участок загрузки состоит из склада слябов и загрузочного рольганга, 3 подъемных столов со сталкивателями.
Участок нагревательных печей состоит из собственно 6 нагревательных методических печей, рольганга перед печами с толкателями и подпечного рольганга после печей.
Черновая группа состоит из клетей:
-
реверсивная клеть дуо;
-
уширительная клеть кварто;