Реферат: Изготовление технологического процесса изготовления лампы накаливания общего назначения типа В 220 -25
Изготовление трёхзвенных вводов начинается с рихтовки медной проволоки (операция 1), подачи на необходимую длину с одновременным центрированием (операция 2), зажима в губках корпуса позиционного барабана (операция 3 на позиции I), отрезки медного звена (операция 4).
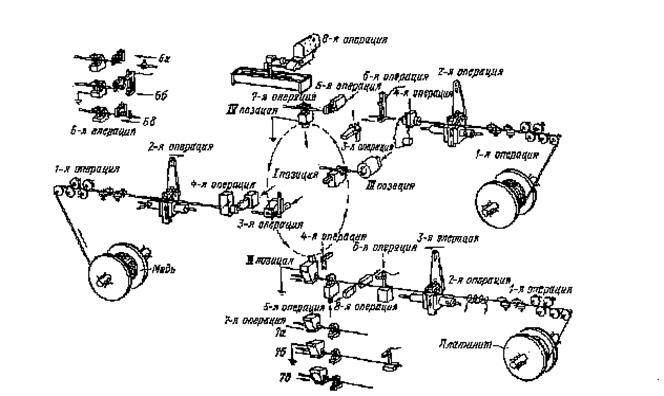
Рис. 3.2 Технологический процесс электросварки вводов
Барабан, поворачиваясь на 90 0 , переносит медное звено в позицию II сварки с платинитом (зона нижней сварки). К этой позиции подаётся отрихтованный (операция 1) и просушенный в электроспирали подогрева (операция 2) платинит, установленный на линии сварки с помощью направляющей вилки (операция 4) и центрального зажима (операция 5); одновременно просекатель, электрически соединённый с конденсаторами, прижимается к платиниту (операция 6), просекая слой буры. На позиции II резким перемещением производится сближение концов меди и платинита. Между ними возникает электрический разряд, сваривающий эти два звена (операция 7). После отрезки платинита на заданную длину (операция 8) и отвода платинита назад (для увеличения зазора в месте резки) следует второй поворот барабана на 900 . В позиции III специальной оправкой звено палтинита подгибается к оси вращения позиционного барабана для облегчения его центровки в позиции IV. После третьего поворота барабана платинит, сваренный с медью, устанавливается в позиции IV сварки с никелем (зона верхней сварки)
Отрихтованная никелевая проволока (операция 1) подаётся (операция 2) к этой позиции и после центровки (операция 3) зажимается в рычаге-державке никеля и отрезается на заданную длину (операция 4) с последующим отводом отрезанного звена от ножа на 0,8 – 1,0 мм. Резким движением рычага-державки в сторону позиционного барабана (операция 6) сближаются концы платинита и никеля, между ними возникает электрический разряд, производящий сварку. Перед четвёртым поворотом губки корпуса открываются (операция 7) и готовой ввод захватывается съёмником (операция 8), сбрасывающим его в лодочку, установленную перед барабаном.
Таким образом, за полный оборот барабана получаются четыре готовых ввода.
Автомат имеет производительность 105-130 шт/мин и рассчитан на изготовление электродов диаметром никелевого звена до 1,2 мм, медного – до 0,6 м , платинитового – до 0,5 мм и длиной одного из звеньев не более 75 мм.
3.3 Изготовление крючков
Молибден принадлежит к числу редких тугоплавких металлов. Отечественная промышленность выпускает молибденовую проволоку 1 и 2 классов. Проволоку класса 2 с допуском на вес отрезка 3% применяют для изготовления держателей тела накала, впаев в тугоплавкое стекло и нагревательных элементов высокотемпературных электрических печей.
На предприятиях металлургической промышленности обогащённую руду обжигают в пламенных печах с одновременной подачей воздуха. Полученный продукт – молибденовый ангидрид, очищают от примесей.
Сначала заготовительный элемент просеивают, сушат в сушильном шкафу и снова просеивают. Полученный однородный по зернистости сухой порошок прокаливают при 500 0 С в электрической печи.
Очищенный просеянный зеленоватый порошок молибденового ангидрида восстанавливают водородом в трубчатых печах с передвигающимися лодками.
Восстановленный порошок молибдена просеивают через сито, перемешивают в смесителе, увлажняют смесью глицерина и спирта и прессуют.
Прессованные штабики подвергают операциям предварительного спекания при 1100-1200 0 С и окончательного спекания в одну стадию при токе, равном 90 % тока переплавки. Спекание в вакууме позволяет получить более пластичный и однородный по структуре и механическим свойствам металл.
Ковку молибдена ведут на ротационных ковочных машинах до d = 2,5 мм. Волочение проволоки с применением смазки ведут на блочном стане до d = 1,35 мм и на машинах многократного волочения до выходного диаметра.
Электролитическая очистка
Тянутая молибденовая проволока покрыта плотной чёрной оболочкой, состоящей из графитовой смазки, окислов молибдена и мелкораздробленного металлического молибдена, содранного с поверхности проволоки волоками. Эту оболочку удаляют одним из двух способов: электролитическим травлением в растворах щёлочи и термической обработкой в увлажнённом водороде. При первом способе механические свойства проволоки не изменяются, а при втором – изменяются. Первым способом очищают проволоку для керна, а вторым – для держателей электродов.
Установку электролитной очистки можно питать постоянным или переменным током. При питании постоянным током, очищаемая проволока может быть присоединена к положительному и отрицательному полюсу. На установках электролитической очистки переменным током, проволоку перематывают через четыре секции ванны с проточным электролитом, циркулирующим при помощи центробежного насоса.
Электролитической обработкой проволоки не только удаляют окисло-графитную плёнку, но и частично стравливают верхний слой металла.
Препарирование
Молибденовую проволоку для держателей отжигают в водороде или препарировочном газе с целью придания ей требуемых механических свойств и очистки от графита, окислов и поверхностных загрязнений.
Установка отжига представляет собой колпак, внутри которого укреплён спиральный цилиндрический муфель из молибденовой ленты. Муфель заключён в металлический цилиндр с теплоизоляцией, который окружён змеевиком с проточной водой. Тепло муфеля накапливают электрическим током, подводимым к нему через массивные контакты. В зону накала муфеля впускают проточный водород или препарировочный газ. Отжигаемую проволоку перематывают через муфель и нагревают. Проволока выходит из печи чистой, блестящей, гибкой и прямолинейной.
Аллюминирование
Отпрепарированную проволоку для держателей покрывают тонкой плёнкой алюминия. Плёнку наносят способом горячей металлизации, заключающимся в протягивании подогретой током проволоки через расплавленный металл.
3.4 Изготовление тарелок
Тарелка – короткая стеклянная трубка с конусообразным расширением. Диаметр основания конической части устанавливают в зависимости от диаметра горловины колбы. А диаметр и длину цилиндрической части в зависимости от габаритных размеров лампы. На станине автомата развёртки тарелок поворачивается горизонтальная автоматическая карусель, оснащённая 12 зажимными патронами. На 1-ых позициях огни горелок нагревают участок трубки, подлежащей обрезке. На следующих позициях устан-ая система 2-х встречно вращающихся дисковых ножей, из которых один внутренний малый вводится в трубку и прижимает её стенку к большому внешнему ножу. Свободный кольцевой участок трубки постепенно доводится огнями горелок до размягчения. В размягчённый конец трубки вводится вращающаяся чугунная шпилька – райбер и отборт-ет его на конус. При этом трубка и шпилька подогреваются огнями. Далее тарелка остывает, кулачки сжимающие трубку в патроне расходятся и освобождаемая трубка с развёрнутой тарелкой опускается под действием собственного веса на упорную площадку. Из печи отжига и оплавления тарелки попадают сначала на верхнюю, а потом на нижнюю ленту 2-х ярусного транспортёра, на которых они постепенно остывают не прикасаясь друг к другу.
3.5 Изготовление дротов
Дроты (стеклянные трубки) изготовляются механизированным горизонтальным вытягиванием, так как размягчённое стекло способно сохранять при растягивании подобие своего сечения. Линия горизонтального вытягивания трубок состоит из формовочной машины, роликового конвейера, тянульно-резальной машины. К выработачной части печи пристроена обогреваемая очищенным газом рабочая камера с шамотным жёлобом. Сваренная стекломасса стекает из печи по жёлобу на помещённой в рабочей камере медленно вращающимся в наклонном положении шамотном мундштуке формовочной машины. Стеклянная струя наматывается на верхнюю часть мундштука в виде ленты, которая под действием собственного веса непрерывно сползает к низу, сливаясь в сплошную массу и образуя на выходном конце мундштука утолщение, называемое луковицей. В пределах луковицы стекломасса переходит от жидкого состояния к пластичному и почти затвердевшему. Луковица служит началом тянущегося дрота. Мундштук насажен на трубу из жаропрочной стали, через который передаётся вращение от электродвигателя постоянного тока и производится установочная регулировка, т.е. подъём, опускание и поворот. В эту же трубу подводят очищенный от твёрдых частиц сжатый воздух для раздувания луковицы и образования внутренней полости дрота. Сжатый воздух препятствует сплющиванию стенок дрота под действием собственного веса. При выработке штабиков отверстие в трубе мундштука закрывают наглухо.
В начале работы или после обрыва дрота, стекло захватывают при помощи стального крючка, подтягивают вручную в горизонтальном направлении к тянульно-резальной машине и вводят в тянульные цепи этой машины. Дальнейшее вытягивание совершаются механически с постоянной скоростью. Тянульно-резальную машину устанавливают на расстоянии 30-50 метров от формовочной машины с таким расчётом, чтобы стекло успело застыть. Тянущийся дрот поддерживается конвейером рольгангом, свободно вращающимися гладкими асбоцементными роликами, направляющими пластичное стекло по оси вытягивания. Конвейер состоит из отдельных разъемных звеньев, изменением числа которых, его можно удлинять или укорачивать. Он должен быть тем длиннее, чем больше диаметр вытягиваемого дрота. Направляющие ролики вначале конвейера могут быть опущены или подняты для регулирования угла наклона конвейера и предохранения пластичного стекла от деформаций на начальной стадии вытягивания. Для уменьшения в стекле внутренних напряжений конвейер оснащают подогревными камерами и закрывают на 2/3 длины кожухом. Регулировку диаметра и толщину стенок производят изменением скорости оттягивания стекла тянульной машины, изменением давления воздуха в мундштуке, регулировкой количества стекломассы, стекающей в мундштук в единицу времени. На размеры трубок влияют также угол наклона, скорость вращения мундштука и температура стекломассы в луковице. Тянульно-резальная машина имеет механизм тяги дрота, приводимый в действие электродвигателем. Механизм состоит из двух движущихся с одинаковой скоростью и расположенных одна над другой роликовых цепей, снабжённых металлическими пластинами с асбестовыми или фибровыми накладками. Накладки зажимают охлаждённый дрот и затягивают его в машину. Механизм тяги подводит дрот к механизму резки, который разрезает его пламенем газовой горелки или надрезает увлажнённым абразивным ножом и отламывают крыльчаткой на куски постоянной длины. На электроламповых заводах стеклянные трубки распаковывают и калибруют по толщине стенок и диаметра. Раскалиброванное стекло для штабиков и штенгелей разрезают на отрезки длиной задаваемой конструкции ламп. Стеклорезный станок представляет собой надетый на горизонтальный вал дисковый закалённый и заточенный нож. Вал с ножом вращается в двух подшипниках со скоростью 4000-6000 об/мин. Дроты по 6-12 шт. кладут на нож и легко прокатывают их по режущей кромке против вращения ножа. Лезвие врезается в стекло и наносит на нём тонкие глубокие царапины, по линии царапин стекло даёт трещину. Стеклорезные станки снабжают переставляемым упором, в котором стекло прижимают торцами и которые позволяют разрезать его, с соблюдением точно заданной длины. Механизированное стеклорезальные станки имеют вращающийся загрузочный барабан, автоматически подводящий дроты к лезвию ножа. Такие станки оснащают щелевой газовой горелкой, пламя которой направляют по одной прямой с лезвием ножа. Вращающийся дрот нагревается острым огнём и при лёгком прикосновении к ножу нагревается и отламывается. Штенгели и штабики после резки калибруют по диаметру. На калибровачном автомате они автоматически перемещаются из загрузочного бункера в конусные калибровачные щели вторых пар вращающихся дисков и входят в щели тем глубже, чем меньше их диаметр. Затем упоры, прикреплённые к сторонам дисков, выталкивают их из щелей. Стекло каждого номинального диаметра выталкивается своим упором и скатывается по своему лотку в соответствующий приёмный ящик.
3.6 Изготовление ножек
Ножки предназначены для обеспечения герметичного ввода в лампу, крепления внутренних деталей ламп. По конструкционному признаку они подразделяются на бусинковые, гребешковые, и плоские ножки. Бусинковые ножки применяются для изготовления миниатюрных ламп накаливания, плоские – для изготовления специальных ламп. Гребешковые широко применяются для изготовления различных источников света, в том числе и для лампы В 220-25. Ножки собирают из тарелок, штабика, штенгеля и электродов. Иногда применяют один длинный штенгель вместо раздельных штабика и штенгеля.
Ножки могут иметь один ввод (софитные лампы), два – большинство источников света, три и более – двухсветные лампы и специальные источники света. Кроме электродов, могут впаиваться поддержки. При этом необходимо соблюдать условие, чтобы расстояния от впая до края лопатки и до откачного отверстия были не менее 0,5 мм. Диаметр откачного отверстия должен быть приблизительно равным диаметру штенгеля.
Изготовление ножек на автомате.
Ножечный автомат представляет собой высокопроизводительную многопозиционную машину карусельного типа (рис. 3.3).
По окружности карусели на одинаковом расстоянии друг от друга размещены 28 невращающихся клещей, предназначенных для транспортировки полуфабрикатов ножки от одного исполнительного механизма к другому.
Автомат снабжён механизмами автоматической загрузки в клещи штабиков, тарелок, штенгелей и электродов, а также механизмом перегрузки готовых ножек в печь отжига. Все загрузочные механизмы автомата сблокированы между собой при помощи механических и электрических устройств для того, чтобы при пропуске в подаче отдельных деталей приостановить подачу последующих деталей.
Распределительный вал 6 получает вращение от приводного шкива 8 посредством червячной передачи 9. На распределительный вал 6 насажены кулачки, преобразующие вращательное движение в возвратно-поступательное.
Таким образом, распределительный вал управляет в заданной последовательности всеми рабочими механизмами автомата и производимыми на автомате операциями.