Реферат: Изготовление технологического процесса изготовления лампы накаливания общего назначения типа В 220 -25
 Горелки во время перемещения карусели отводятся рычагами назад и в момент остановки карусели возвращаются в исходное рабочее положение.
Горелки во время перемещения карусели отводятся рычагами назад и в момент остановки карусели возвращаются в исходное рабочее положение.
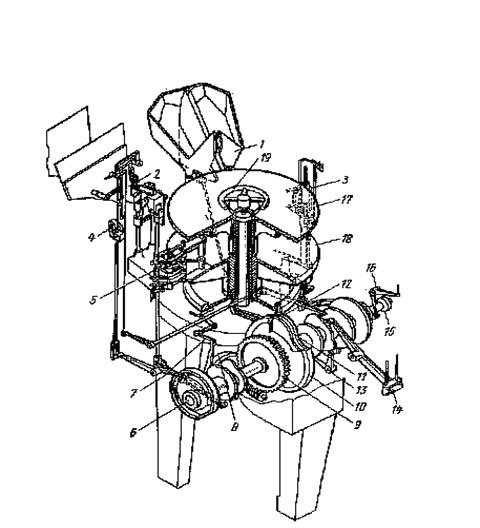
1- механизм загрузки тарелок; 2 – механизм загрузки штенгелей; 3 – механизм съёма ножек;
4 – уравнитель тарелок; 5 – клещи; 6 – распределительный вал; 7 – рычаг открывания клещей;
8 – приводной шкив; 9 – червячная передача; 10 – кулак поворота карусели; 11 – улитка;
12 – ролик для поворота карусели; 13 – рычаг отклонения горелок во время поворота карусели;
14 – рычаг привода расколоток; 15 – ролик привода цепи печи отжига;
16 – рычаг к золотнику, регулирующему продувание отверстия в ножке; 17 – верхний диск карусели;
18 – нижний диск карусели; 19 – маховик подъёма и опускания верхнего диска карусели.
Рис. 3.3 Автомат сборки ножек
На позиции 1 автомата в губки-держатели клещей автоматически загружается из бункера штабик. В бункер штабики засыпаются в неориентированном положении из расчёта работы автомата в течение 1 часа.
На позиции 2 в губки-тарелкодержатели загружается автоматически тарелка из бункера. В бункер тарелки засыпаются в неориентированном положении, полностью заполненный тарелками бункер обеспечивает работу автомата в течение 25-30 мин.
На позициях 4 и 5 из электродного магазина через направляющие воронки соскальзывают внутрь тарелки одновременно два электрода. На участке от позиции 4 до позиции 7 укреплена кулиса, не позволяющая электродам занимать произвольное положение до тех пор, пока не закроются губки, фиксирующие положение внешних звеньев электродов.
В каждый бункер одновременно загружаются электроды в количестве, необходимом для обеспечения работы автомата в течение 45 мин.
На позиции 6 тарелка поднимается до требуемой высоты – на 4-5 мм выше верхней плоскости нижних распределителей электродов.
На позиции 7 в губки зажима штенгеля автоматически загружаются штенгели в количестве, обеспечивающем работу автомата в течение 1 часа. На этой же позиции начинается нагрев тарелки слабым пламенем горелки.
На позиции 8 специальным механизмом осаживаются тарелка и штенгель для придания им требуемого положения относительно друг друга. Тарелка в губках-держателях осаживается настолько, чтобы между её торцом и верхней плоскостью нижних распределителей электродов образовался зазор 0,8-1 мм, он обеспечивает хороший разогрев нижнего торца тарелки и в момент штампования лопатки предотвращает прилипание разогретой стеклянной массы к нижним распределителям электродов. Расстояние между нижним концом штенгеля и верхним концом штабика должно быть около 3 мм.
При соблюдении такого расположения стеклянных полуфабрикатов в держателях клещей сварка их пламенем газовых горелок, образование лопатки и впаивание электродов в лопатки будут происходить нормально.
На этой же позиции ножки более энергично подогреваются пламенем горелок.
С позиции 9 до 18 тарелка, штабик и штенгель нагреваются огнями откидных парных угловых горелок с соплами, направленными друг против друга.
На позиции 9 пламя горелок обогревает нижнюю часть тарелки, на позиции 10 зона обогрева стекла поднимается несколько вверх, на 11 – пламя обогревает часть тарелки, необходимую для нормального образования лопатки. На позициях 12-14 устанавливаются «средние» огни с постепенно возрастающей интенсивностью пламени. Огни направляются на среднюю часть тарелки. На позиции 14 стекло тарелки приобретает такую степень пластичности, что кромки торца тарелки начинают несколько деформироваться под действием пламени горелок и прогибаются по направлению к телу штабика. На позиции 15 под дей?