Реферат: Изучение построения робототехнических комплексов для нанесения лакокрасочных материалов в мебельной промышленности
Масса машины, кг .................................................................................... 1700
Новая машина обеспечивает лучшее качество покрытия, дает возможность получать тонкие покрытия, снабжена двумя наливочными головками. Для отделки кромок разработана типовая конструкция наливной машины ЛМК-1.
Брусковые детали можно отделывать на наливных машинах КВ-50-02 и КВ-50-13 (два зеркальных исполнения одной модели), выпускаемых Рыбинским ЗДС.
Краткая техническая характеристика наливной машины КВ-50-02
Размеры отделываемых деталей, мм ................................(450—3000) х (10—150)х (10—150)
Скорость подачи деталей, м/мин ............................................................ 30—120
Длина сливной кромки головки, мм............................................................ 350
Расстояние от сливной кромки головки до
линии пересечения образующих роликов и
поверхностей подающих лент транспортеров, мм .............................. 120—400
Установленная мощность, кВт..................................................................... 2,3
Количество наливных головок ...................................................................... 1
Габаритные размеры машины, мм ................................................ 6560 (1800) х 1400 х 1400
Масса машины, мм
(с рольгангом) ............................................................................................... 1425
Способом налива можно наносить однокомпонентные и двухкомпонентные лакокрасочные материалы, а также и водно-дисперсионные.
Для отделывания пластин щитов применяют машины типов ЛМ-3, ЛМ-140-1, ЛМ-80-1, для отделывания кромок -ЛМК-1 (двухголовочная) и др.
1.4.5 Нанесение лакокрасочных материалов методом окунания
Окунание применяют для отделки деталей обтекаемой формы. Детали или изделия погружают в ванну с ЛКМ, затем извлекают из нее, выдерживают до отекания излишков лака или краски и сушат.
На толщину и равномерность лакового покрытия оказывают влияние различные факторы. Толщина покрытия тем больше, чем выше вязкость лака, содержание нелетучих, скорость испарения растворителей и вытягивание из ванны и чем меньше плотность лака.
Метод окунания производительный, ЛКМ используются экономно, хорошо поддается механизации и автоматизации. Его недостаток -неравномерное по толщине покрытие по всей длине детали, так как с верхней части детали стекает больше лака, чем с нижней. С увеличением скорости вытягивания увеличивается неравномерность покрытия по длине детали.
В производстве мебели окунанием наносят красители, грунтовки, шпатлевки, нитроцеллюлозные лаки и эмали, реже - беспарафиновые полиэфирные лаки. Таким способом отделывают ножки столов, плоскоклееные и гнуто-клееные боковины стульев, кресел и т. п.
1.4.6 Нанесение лакокрасочных методом протягивания
Протягивание (экструзию) используют для нанесения ЛКМ на детали постоянного сечения, например на палочки детских кроватей. Деталь проходит через закрытую камеру с ЛКМ сквозь резиновые шайбы (фильеры), которые обжимают деталь и не дают лаку вытекать из камеры (рис. 7). Детали должны подаваться торец в торец, без остановки. Лаки должны иметь высокую вязкость - около 300 — 350 с по ВЗ-4. Так как лаки с такой вязкостью не выпускаются, на практике применяют нитролаки НЦ-218, НЦ-223, предварительно выпарив из них растворитель. Количество наносимого лака регулируют жесткостью фильеры и степенью обжатия деталей.
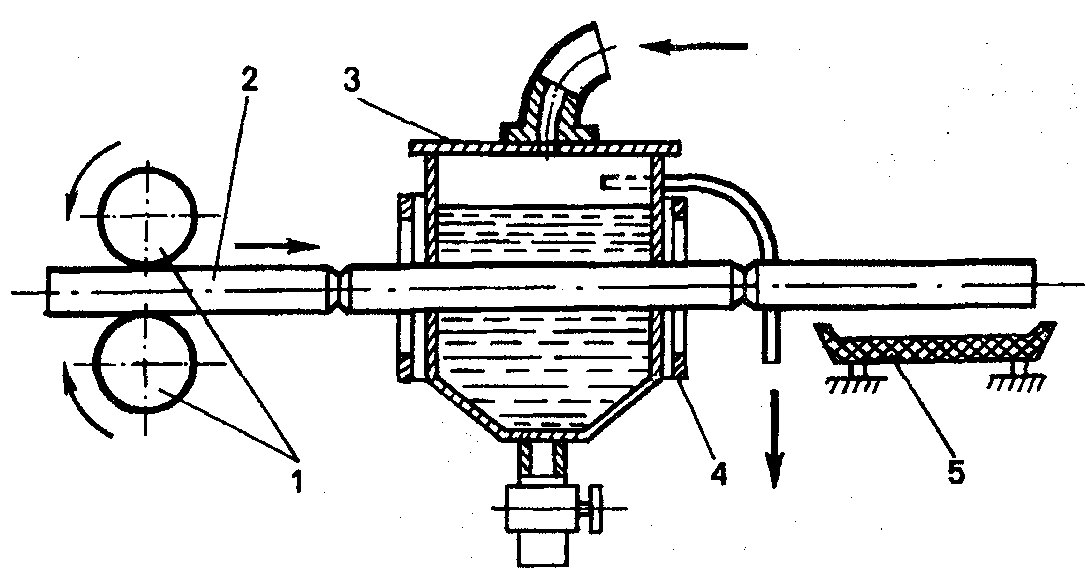
Рис.7.
Схема установки для нанесения лакокрасочных материалов методом протягивания: 1 - подающие вальцы; 2 - деталь; 3 — ванна; 4 - фильера; 5 — ленточный конвейер сушильной камеры
Способ протягивания прост, производителен, почти полностью автоматизирован, при этом способе совсем малые потери лака, но им можно отделывать практически только круглые и шестигранные в сечении детали.
1.4.7 Нанесение лакокрасочных материалов методом струйного облива с выдержкой в парах растворителя