Реферат: Композиционные материалы 2
6.1. Схема технологического процесса изготовления КМ.
Схема технологического процесса изготовления шестерён из композиционного показана на рисунке 4 и в качестве армирующего элемента используют волокна, диаметром 6 мкм. Для матрицы используется железный порошок марки ПЖ2ВР, медный порошок, стеорат цинка, феррофосфор, техническая сера и графит. После поставки материалов осуществляется заводской входной контроль. Для волокон проверяется:
-диаметр по ГОСТ 14959-79;
- химический состав спектральным анализом:
-механические характеристики (предел текучести и относительное удлинение). Для порошков проверяют:
-химический состав (аналитическим методом и спектральным анализом). Потерю массы при прокаливаемое™ в воде определяют по ГОСТ 18897-73,содержание воды -ГОСТ 18317-73;
-гранулометрический состав по ГОСТ 18318-73; -прессуемость по ГОСТ 25280 - 82.
Далее для того, чтобы волокна не рассеивались в металлической матрице, производится напыление на волокно алюминия, хрома, кобальта или железа. Затем осуществляется смешивание компонентов в V- образном смесителе. Взвешивание компонентов проводится в цеховой таре на весах ГОСТ 2371 1-79. Колебание состава допускается не более 0,1 г на один килограмм шихты или компонента.
Время смешивания составляет 4 ± 0,01 часа. Затем производят холодное прессование на пресс - автомате К-628. Выборочный контроль холоднопрессованных изделий: проверяется плотность и пористость. Спекание проводят в электропечи сопротивления СТН с защитной атмосферой температура спекания 1150° С.
Время определяют экспериментально по анализу свойств готовой продукции. Выборочный контроль спечённых изделий: проверяется плотность, пористость и твёрдость по ГОСТ 9012-50. Проверяется временное сопротивление разрушению в условиях лаборатории на эталонных образцах из КМ. Контролируется сдвиг зуба и выкрашивание. Объём контрольных работ составляет 0,01% от объема продукции. Закалку проводят в защитных атмосферах при температуре 1030 °С и охлаждении в масле.
Углеродные волокнаПорошок РеПорошок Си
Входной контрольВходной контрольВходной контроль
Напыление на волокноПриготовление смеси
Приготовление смеси
Холодное прессование
Выборочное контроль
закалка отпуск
Выборочный контроль
Готовая продукция
Рисунок 4. Схема технологического процесса изготовления шестерён из материала: железная матрица, хаотично ориентированные углеродные волокна.
6.2. Проектирование и конструирование технологической оснастки.
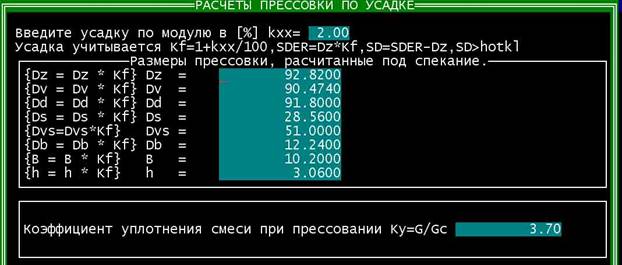
Существует широкий спектр формообразующих машин (прессы, прокатные станы, установки интрузии, экструзии и вакууммирования). В производственных условиях для реализации технологического процесса необходимо дополнение их отметкой, как правило, индивидуальной для каждой детали. Разработка технологической оснастки регламентирована и определяется по ССК(Т)Д РФ. На начальном этапе проектирования технологической оснастки формообразующего оборудования используется. Коэффициент уплотнения смеси при прессовании:
Кγ = γш / γшнас , где
γш =7882,9 кг/м3 - плотность шестерни; γш нас = 1974 кг/м3 -насыпная плотность шихты
Кγ = 3,99
6.2.1. Расчет геометрических размеров пресс - формы.
Расчёт геометрических параметров пресс-формы был так же произведён при помоши программы Student.exe , автор Мальцев И. М.