Реферат: Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов
Лазерная обработка материалов
Общая характеристика процессов взаимодействия лазерного излучения с веществом
Лазерная обработка проводится с помощью остросфокусированного светового луча, излучаемого оптическим квантовым генератором (ОКГ). Излучение ОКГ является узконаправленным и монохроматичным. Угловая расходимость луча для рубина составляет 30΄, для стекла с примесью ниодима – 10΄.
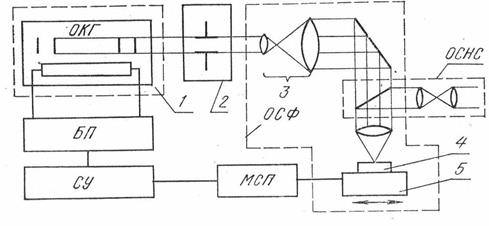
Рис.6. Схема технологической лазерной установки.
Минимальный размер пятна d0, до которого может быть сфокусирован луч ОКГ, достигает значений 1 мкм.
Процесс взаимодействия лазерного излучения с обрабатываемым материалом можно разделить на следующие стадии:
– поглощение света с последующей передачей энергии тепловым колебаниям решетки твердого тела;
– нагрев материала без разрушения, включая и плавление;
– разрушение материала путем испарения и выброса его расплавленной части;
– остывание после окончания воздействия.
Процессы обработки материалов излучением ОКГ удобно рассматривать пользуясь графиком зависимости удельного выноса вещества η от плотности поглощенного светового потока q.
Под удельным выносом веществу η понимается масса удельного вещества, приходящаяся на единицу падающей энергии.
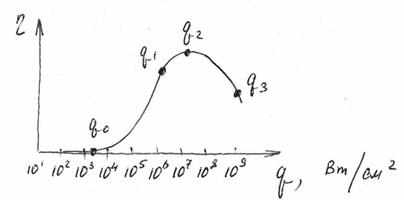
Рис.7. Зависимость выноса вещества от падающей энергии.
При малых плотностях светового потока материал лишь нагревается излучением. Приближение значения q к q0 приводит к образованию расплавленной зоны в месте локализации излучения на поверхности. Поэтому в области значений q=q0 целесообразно производить сварку материалов. По мере дальнейшего роста плотности светового потока начинается процесс разрушения материала сначала за счет испарения (при q0<q<q1), а в дальнейшем за счет испарения и выноса вещества в жидкой фазе частицами пара (при q1<q<q2). При q>109 Вт/см2 "испарительный" механизм разрушения сменяется "взрывным" и удельный вынос вещества уменьшается примерно в 5 раз.
Рассмотренная выше зависимость позволяет обосновать энергетические режимы лазерной обработки. В области потоков до q0 производится термическая обработка поверхности изделий, сопровождаемая локальным нагревом и плавлением. В области потоков от q1 до q3, сопровождаемых разрушением и выбросом расплавленной части материала, производится резка и сверление отверстий.
Для повышения точности и качества формируемых отверстий используется многоимпульсная обработка материала.
Она заключается в том, что отверстия получаются в результате воздействия серии коротких импульсов (0,1–0,2 мс), период следования которых значительно больше времени остывания материала. Положительный эффект при многоимпульсной обработке достигается за счет:
– повышении динамической прочности материала при укорочении времени термоудара;
– более равномерным по отношению к непрерывной обработке распределением остаточных напряжений по толщине материала.
При многоимпульсной обработке глубина отверстий достигает 1–5 мм и может быть в 25 раз больше диаметра.
Электронно-лучевая обработка
Электронно-лучевая обработка основана на использовании энергии потока направленных электронов для формирования поверхностей деталей путем нагрева, плавления и испарения материала в зоне обработки. Для обработки материалов электронным лучом используются специальные установки, в которых формируются мощные направленные пучки электронов. Принципиальная схема такой установки приведена на рис.8.3. Основными ее элементами являются катодный узел и системы фокусировки и перемещения луча (детали). Электронная пушка состоит из подогревного катода 1, фокусирующего электрода 14 и ускоряющего анода 2. Пучок электронов 3, испускаемых поверхностью нагретого катода 1, собирается в узкий луч фокусирующим электродом 14 и ускоряется разностью потенциалов между анодом 2 и катодом 1. Для сужения электронного пучка до необходимых размеров используются электростатические и электромагнитные линзы 4 и диафрагма 5. Пройдя через них, луч попадает на обрабатываемую деталь 10, укрепленную на рабочем столе 11. Обработка выполняется в камере 12, в которой создается глубокий вакуум (133∙10-6 Па). Наблюдение за процессом обработки проводится с помощью оптической системы 8, окуляра 13, полупрозрачного зеркала 7 и подсветки 6.
В настоящее время существуют две основные системы управления лучом. В первой системе луч движется по поверхности обрабатываемой детали, и линия обработки совпадает с траекторией движения луча. Движение луча задается либо ЭВМ, которая управляет отклоняющей системой 9, либо светокопировальным устройством, которое состоит из фотошаблона, осветительной системы и фотоэлектронного усилителя (ФЭУ). Свет, проходя через фотошаблон, попадает на ФЭУ, усиливается в нем и в качестве управляющего сигнала поступает на отклоняющую систему. В некоторых случаях по заданной программе может двигаться рабочий стол. Во второй системе луч последовательно проходит всю поверхность детали по строчкам, а специальное устройство отпирает электронную пушку лишь в местах обработки.
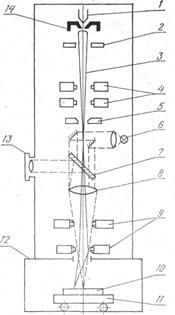
Рис.8. Принципиальная схема установки формирования направленных пучков электронов.
При воздействии электронного луча на материал электроны проникают на некоторую глубину δ. Ее величина зависит от ускоряющего напряжения Uи плотности материала ρ:
![]()
![]() U2/ρ(3)
U2/ρ(3)