Реферат: Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
"Магнитоимпульсное формообразование. Плазменная, лазерная и электронно-лучевая обработка материалов"
МИНСК, 2008
Магнитоимпульсное формообразование
Магнитоимпульсная обработка металлов (МИО) – это способ пластической деформации металлов и их сплавов, осуществляемый при прямом преобразовании электрической энергии в механическую непосредственно в самом обрабатываемом изделии. Деформация токопроводящих материалов происходит в результате взаимодействия импульсного магнитного поля, создаваемого внешним источником, с током, индуктируемым этим полем в обрабатываемой детали.
Для возбуждения импульсного магнитного поля используется токопроводящий элемент, который называется индуктором и может иметь разнообразную форму.

Рис.1. Магнитоимпульсная формообразование.
Проходящий по витку ток создает вокруг него магнитное поле. Если в это магнитное поле ввести проводящий контур (2), то в нем возникнут вихревые токи, величина которых пропорциональна скорости изменения магнитного потока. Взаимодействие вихревого тока в контуре с внешним магнитным полем витка приводит к появлению механических давлений за счет пондермоторных сил.
Для создания местной деформации между витком (1) и заготовкой (2) вводится металлический концентратор (3).
Давление, которое оказывает электромагнитное поле на заготовку, определяется соотношением:
 ,(1)
,(1)
где В – магнитная индукция поля в воздушном зазоре; μ – абсолютная магнитная проницаемость среды.
Давление на заготовку достигает значений 4∙109 Н/м2 (при В=1 МГс).
Формирование изделий электромагнитным полем осуществляется на установках, имеющих принципиальную схему
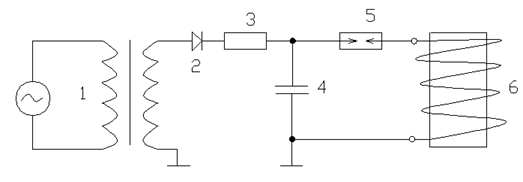
Рис.2. Принципиальная схема установки: 1 – высоковольтный трансформатор; 2 – выпрямитель; 3 – зарядное сопротивление; 4 – конденсатор; 5 – разрядник; 6 – индуктор.
Одним из основных узлов установки является индуктор, от надежности которого зависит эффективность процесса. Так как при деформациях индуктор испытывает силовое воздействие, то его изготавливают из материала, с высоким пределом текучести и высокой температурой плавления, например меди, бериллиевой бронзы, стали, вольфрама. Динамическая прочность индуктора может быть повышена за счет увеличения массивности и улучшения межвитковой изоляции.
Режимы электромагнитной обработки выбирают исходя из коэффициента формуемости различных материалов, который определяется по формуле:
![]() ,(2)
,(2)
где ρ – удельное электрическое сопротивление металла; μ – плотность металла.
К примеру для меди k=500000 Гс/м, для нержавеющих сталей k=3∙107 ГС/м.
При обработке деталей изготовленных из металлов с большим сопротивлением, на них накладывают медную фольгу или наносят гальваническим способом медь.
Достоинства электромагнитной импульсной формовки:
1. Большие скорости обработки, позволяющие формовать детали из маловязких и твердых металлов, которые не поддаются пластической деформации при обычных скоростях;
2. Отсутствие механического соприкосновения между деталью и индуктором, что дает возможность штамповать металлы с нанесенными защитными покрытиями;
3. Относительная несложность;
--> ЧИТАТЬ ПОЛНОСТЬЮ <--