Реферат: Обработка металлов давлением 3

Рис.3 Устройство цепного волочильного стана
Недостатки цепных станов - ограниченная длина изделий, большие затраты времени на подготовку к волочению очередной заготовки. Существуют и автоматизированные линии волочения прутков, в которых специальные захваты попеременно тянут заготовку через волоку без остановки процесса.
Прессование
Прессованием называют выдавливание металла из замкнутого объема через отверстие. Широко используют прессование для получения прутков, труб и профилей из алюминиевых и медных сплавов, сталей, титана и других тугоплавких металлов. Истечение металла при прессовании может быть прямым и обратным.
Основным оборудованием цеха пресс-изделий являются гидравлические прессы. Наиболее распространены прессы номинальным усилием 10–50 МН, хотя есть установки усилием 200 МН. Прессовая установка включает устройство для нагрева и подачи слитков к прессу, собственно пресс, выходную сторону пресса (холодильник, механизм правки, резки и смотки изделий), а также устройство гидропривода – насосные или насосно-аккумуляторные станции.
Воздушно-гидравлический аккумулятор – это несколько высокопрочных сосудов, заполненных частично воздухом или азотом. Аккумулятор позволяет выбрать меньшую мощность насосов. Гидравлические прессы применяются не только при прессовании, но и в др. процессах ОМД.
Устройство гидравлических прессовых установок
Гидравлические прессы позволяют получать изделия весьма сложной формы, этот метод обеспечивает получение наиболее сложных профилей, таких как оребренные трубы для теплообменных аппаратов, строительные профили (профили рам из легких сплавов).
Гидравлические прессы позволяют получить весьма высокие точность и качество поверхности, так как практически они определяются качеством матрицы, точность и шероховатость поверхностей которой может быть достигнута в процессе изготовления. Конечно, в процессе работы матрица изнашивается, что ухудшает вышеуказанные параметры изделия.
Гидравлические прессы широко используются для получения формованных, вытянутых и гнутых деталей из листа, для холодной объемной штамповки, правки разнообразных изделий, пакетирования и брикетирования отходов. Действие гидравлического пресса основано на ряде физических законов, в частности на законе Паскаля, устанавливающем, что давление на жидкость передается во все стороны с одинаковой силой. Если поместить в каждый из сообщающихся сосудов разного диаметра (рис. 4) по плунжеру, то, на основании этого закона, а также исходя из условий равновесия, можно написать: р = P1/F1 = P2/F2, откуда P2 = P1(F2/F1), где р – давление жидкости в системе сообщающихся сосудов, Па (кгс/см2); Р1 и Р2 – усилия, приложенные соответственно к малому и большому плунжерам, Н (кгс); F1, F2 – соответственно площади малого и большого плунжеров, м2 (см2). Таким образом, в рассматриваемой системе можно получить выигрыш в силе во столько раз, во сколько площадь большого плунжера превышает площадь малого.
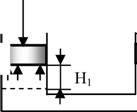
Рис. 4 Принципиальная схема гидравлического пресса
Элементы этой принципиальной схемы можно найти в том или другом виде в любом гидравлическом прессе: роль малого плунжера выполняет поршень гидравлического насоса, подающего жидкость, а роль большого плунжера - рабочий плунжер пресса. Усилие, развиваемое прессом, определяется произведением давления жидкости на сумму площадей рабочих плунжеров. Согласно другим физическим законам, в замкнутой гидравлической системе (например, в рассмотренной нами) перемещение одного плунжера вызывает такое перемещение другого плунжера, что объем жидкости в системе остается постоянным, поскольку жидкости практически несжимаемы. Если малый плунжер пройдет большое расстояние Hi, то большой плунжер переместится всего лишь на Н2 (см. рис. 4): Hi = H2(F2/Fi). Следовательно, в гидравлическом прессе, выигрывая в силе, столько же раз проигрывают в пути. Этот вывод полностью согласуется с законом постоянства энергии. Количество энергии, подведенное к малому плунжеру, равно количеству энергии, полученной на большом плунжере (здесь не учитываются потери в гидравлической системе пресса). Сказанное можно выразить иначе. Для этого надо перемножить написанные выше уравнения для усилия и пути, в результате получим Р1Н1 = Р2Н2. Приведенные соотношения раскрывают некоторые характерные черты гидравлических прессов.
Во-первых, развиваемые усилия гидравлических прессов в принципе не ограничены. При этом конструкция гидравлических прессов больших усилий проще, чем, например, механических прессов, развивающих те же усилия.
Во-вторых, если в гидравлическую систему насос–пресс поместить клапан, разъединяющий их в определенные моменты, можно большим числом малых ходов H1 плунжера насоса получить какой угодно большой ход H2 плунжера пресса. Таким образом, в принципе на гидравлическом прессе можно получить неограниченно большие рабочие ходы. При этом конструкция гидравлического пресса с большим рабочим ходом проще любой другой машины, развивающей такой же ход.
Большим преимуществом гидравлических прессов является и то, что скорости движения плунжера могут быть различными. Кроме того, гидравлические прессы могут обеспечить плавное или ступенчатое изменение усилия, выдержку под действием постоянной или переменной силы, удлинение или укорочение всего цикла. В гидравлическом прессе-машине статического действия работа совершается в основном за счет энергии давления жидкости. Статический характер приложения усилия в гидравлических прессах обусловливает очень важную особенность их работы: силы, возникающие в прессе, замыкаются внутри него и не передаются на фундамент. Последний воспринимает лишь собственную тяжесть пресса и должен быть рассчитан только на его массу, в то время как фундаменты молотов, например, должны рассчитываться на энергию удара молота.
Гидропрессовая установка состоит из собственно пресса I, привода II, органов управления III и трубопроводов IV (рис. 5).
Рабочий цилиндр 8, в котором находится плунжер 7, соединен трубопроводом через органы управления с приводом, обеспечивающим подачу рабочей жидкости. Плунжер, воспринимая давление жидкости, воздействует на обрабатываемую заготовку через подвижную поперечину 4 и прикрепляемый к ней с помощью пазов и крепежных болтов инструмент (верхний штамп). Так как давление жидкости с одинаковой силой действует как на плунжер, так и в обратном направлении, для восприятия этого усилия рабочий цилиндр опирается на плиту – верхнюю поперечину 5. Далее это усилие передается через верхние гайки 6 на колонны 3, а через нижние гайки 1 – на плиту 2, называемую основанием, и через нижний штамп воспринимается заготовкой и уравновешивается усилием, передаваемым на нее со стороны рабочего цилиндра. Для возврата поперечины в исходное положение после деформирования заготовки имеются подъемные (или обратные) цилиндры 9 с плунжерами 10.
Рабочий цикл пресса состоит из трех основных периодов:
первый - поперечина приближается к заготовке (перед началом рабочего хода), т. е. холостой ход;
второй - движение поперечины с нагрузкой - деформация заготовки, т. е. рабочий ход;
третий - поперечина возвращается в исходное положение, т.е. обратный ход.
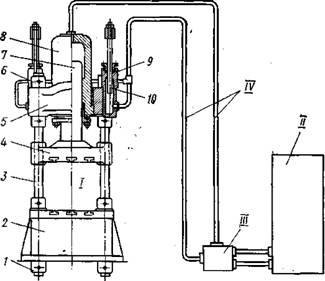
Рис. 5 Схема гидропрессовой установки
В рабочий цикл пресса, кроме того, входят вспомогательные операции, включающие, в частности, подачу заготовки и удаление изделия. Холостой ход осуществляется жидкостью, находящейся под низким давлением 400-800 кПа (4-8 кгс/см ). Низкое давление создается системой наполнения: чаще всего это один или несколько наполнительных баков, т. е. закрытых баллонов. Рабочий и обратный ходы пресса осуществляются под действием жидкости, находящейся под высоким давлением. Наиболее употребительны давления 20, 32, 45 МПа (200, 320, 450 кгс/см2). Приводы, с помощью которых создают высокое давление, бывают трех типов: насосный, насосно-аккумуляторный, мультипликаторный. Насосный привод называют иногда индивидуальным, поскольку он обслуживает один пресс. В этом приводе жидкость подается в рабочие цилиндры непосредственно насосом. Насосный привод имеет следующие достоинства:
• наибольший коэффициент полезного действия по сравнению с другими типами привода, достигающий 0,6-0,8;
• малые размеры (насос с редуктором и электродвигателем часто можно установить прямо на прессе);
• давление, развиваемое насосом, всегда соответствует сопротивлению, которое оказывает заготовка; т. к. последнее меняется во время рабочего хода, давление является переменным; от производительности насоса зависит скорость движения поперечины при определенных размерах плунжера.
Вместе с тем насосный привод имеет недостатки. Насосы и двигатели к ним следует выбирать по максимальной скорости, с которой должна двигаться поперечина, и максимальному давлению, которое должен развивать пресс. А на практике далеко не всегда требуется, чтобы пресс работал на максимальных параметрах. Поэтому при обратных и холостых ходах, вспомогательных операциях, не говоря уже о рабочем ходе, мощность насосов используется не полностью. Для быстроходных прессов с большими усилиями требуются насосы высокой производительности и двигатели большой мощности.
Насосно-аккумуляторный привод отличается тем, что на пути от насоса к прессу поставлен аккумулятор, т. е. баллон, в котором скапливается, аккумулируется жидкость под высоким давлением. Когда требуется, аккумулятор за короткое время отдает запас накопленной жидкости и начинает запасаться ею снова. Следовательно, аккумулятор как бы замещает в нужный момент недостающую мощность насосов и двигателей, обеспечивая высокую скорость движения поперечины и необходимое усилие пресса. При насосно-аккумуляторном приводе скорость подвижной поперечины зависит не от производительности насоса, а от сопротивления заготовки, преодолеваемого поперечиной. Усилие во время рабочего хода соответствует тому давлению, под которым жидкость находится в аккумуляторе.