Реферат: Обработка металлов давлением 3
Мультипликаторы применяются в совокупности с насосным или насосно-аккумуляторным приводами и представляют собой устройства для дополнительного повышения давления жидкости перед подачей ее в рабочие цилиндры. Мультипликатор – это установка, состоящая из двух цилиндров различных диаметров (рис. 6). В цилиндр большого диаметра поступает пар или воздух (паровоздушный мультипликатор) либо жидкость от аккумулятора или насоса (гидравлический мультипликатор). В качестве мультипликатора может использоваться также одноплунжерный насос, приводимый в движение электродвигателем. От цилиндра меньшего диаметра жидкость под высоким давлением подаётся к прессу. Из условий равновесия видно, что, подведя к большому плунжеру давление Р1, на малом плунжере получим давление Р2 = (F/f)P1 или P2 = (D/d)2P1, где F и f – соответственно площади большого и малого плунжеров (здесь не учитываются потери на трение в механизме мультипликатора).
Ход пресса будет во столько раз меньше хода мультипликатора, во сколько раз площадь (квадрат диаметра) плунжера пресса больше площади (квадрата диаметра) плунжера мультипликатора. Паровоздушные мультипликаторы не экономичны и поэтому во вновь выпускаемых прессах не применяются. Они сохранились лишь в ковочных прессах старой конструкции. При использовании гидравлического мультипликатора прессы работают с давлением рабочей жидкости до 150 МПа (1500 кгс/см2). Гидравлические мультипликаторы применяются как средство получения большого количества ступеней усилий и скоростей пресса. Это необходимо для экономии жидкости высокого давления и повышения к. п. д. прессовой установки при технологических операциях, в течение которых усилие переменно или меньше номинального усилия пресса. Мультипликаторы с приводом от электродвигателя применяются только на небольших прессах.
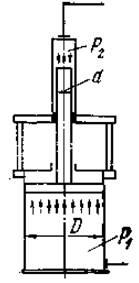
Рис. 6 Схема действия мультипликатора
Идеальная рабочая жидкость должна иметь хорошие уплотняющие, антифрикционные и смазывающие свойства, быть стойкой по отношению к коррозии, стабильной в эксплуатации, дешевой и доступной. В качестве рабочей жидкости в гидропрессовых установках используют водные эмульсии и масла. Применение воды нежелательно, т. к. она приводит к коррозии трубопроводов и клапанных устройств. Кроме того, вода замерзает при 0 °С, имеет низкую уплотнительную и смазывающую способности, вызывает сильное трение в уплотнительных узлах, отчего ускоряется их износ. Эмульсия по внешнему виду напоминает молоко; основой эмульсии является вода, в которую добавляется эмульсол - особый вид масла или жира. Наиболее употребительна эмульсия, представляющая собой 1-1,5 % раствор эмульсола в воде..
ьПри использовании эмульсии для привода пресса применяют кривошипные плунжерные насосы. В качестве рабочей жидкости применяют минеральные масла, которые являются продуктами переработки нефти и обладают очень хорошими смазывающими, уплотняющими и антикоррозионными свойствами. Масло является более вязкой жидкостью, чем вода или эмульсия, поэтому в гидроприводах могут применяться не клапанные распределители, как в приводах, работающих на воде или водных эмульсиях, а более простые - золотниковые.
Однако масло огнеопасно, поэтому в обращении с ним надо соблюдать осторожность. Выбор давлений рабочей жидкости обусловливается применяемыми для изготовления цилиндров прессов сталями с пределом текучести 350–450 МПа (3500–4500 кгс/см2), а также стойкостью уплотнений. При учете этих двух условий наиболее подходящими оказываются давления 20–40 МПа (200–400 кгс/см2).
Гидравлические прессы классифицируют по конструктивным особенностям и назначению. Характерными признаками конструкции являются расположение цилиндров и тип станины. В соответствии с вертикальным и горизонтальным расположением цилиндров различают вертикальные и горизонтальные прессы. У вертикальных прессов рабочие цилиндры чаще всего располагаются вверху станины (в случае их размещения внизу отсутствуют обратные цилиндры, а возврат поперечины в исходное положение происходит под действием собственной тяжести).
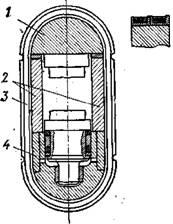
Рис. 7 Схема пресса со станиной.
Обратные цилиндры располагаются в основании пресса, но могут также находиться наверху. Тогда их соединяют с поперечиной пресса тягами или специальной поперечиной. По конструкции станин прессы могут быть стоечными или колонными, (движение ползуна пресса направляется по стойкам или колоннам). Одностоечные станины применяются в прессах небольшого усилия. Такая конструкция обеспечивает свободный доступ к прессу и хороший обзор рабочего пространства. Двухстоечная станина более жесткая, создает лучшее направление для ползуна и применяется для точных работ. Колонные прессы (рис. 7) строятся с разным числом колонн – от двух и выше. Наиболее распространены четырехколон-ные прессы. Сниженной металлоемкостью характеризуются прессы с предварительно напряженными станинами, составленные из полуцилиндрических ригелей 1 и стоек 2, скрепленных высокопрочной лентой (или проволокой) 3. Предварительное натяжение скрепляющего элемента выбирают с таким расчетом, чтобы стык между ригелями и стойками не раскрывался при рабочей нагрузке. Рабочие цилиндры 4 монтируют в верхнем или нижнем ригелях или свободно опирают на один из них.
Ковка
Ковкой называется процесс горячей обработки металлов давлением, при котором на заготовку воздействуют ударами кувалды, бойка молота , нажатием бойка пресса или другим универсальным инструментом.
Исходная заготовка при ковке - слиток или отрезок проката. Ручная ковка в настоящее время применяется в ремонтных работах и художественной обработке металла.
Машинная ковка осуществляется на кузнечно-прессовых машинах: ковочных молотах с массой падающих частей от 0,5 до 16т, ковочных прессах с усилием от 500 до 100000т.
Для машинной ковки применяются ковочные молоты и ковочные прессы. Молотами называют кузнечные машины, предназначенные для обработки металлов ударами падающих частей.
Молоты делятся на паровоздушные, пневматические и с механическим приводом. Паровоздушные молоты приводятся в действие паром или воздухом под давлением 0,6–0,8 МПа. В зависимости от конструкции стоек различают одностоечные, арочные и мостовые молоты. Пар или сжатый воздух (рис. 8) подается в рабочий цилиндр под поршень или над ним. Поршень соединен штоком с бабой и верхним бойком. Нижний боек укреплен на шаботе, установленном на отдельном фундаменте.
В основном производятся стальные поковки, которые куются при температуре 900-1300°С. Хотя ограничено производятся поковки из цветных материалов. Свойства материала при ковке значительно улучшаются, так как происходит дробление кристаллов металла, выравнивание химического состава, может быть создана целесообразно направленная мелкокристаллическая структура металла.
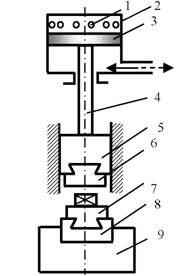
Рис. 8 Принципиальная схема паровоздушного молота простого действия:
1 – отверстия для выхода воздуха; 2 – рабочий цилиндр; 3– поршень; 4 – штык ; 5 – баба; 6 – верхний боек; 7 – нижний боек; 8 – промежуточная подушка; 9 – шабот
Для подачи и снятия заготовки молоты оснащаются рельсовыми и безрельсовыми манипуляторами грузоподъемностью 3–50 кН. К молотам с механическим приводом относятся фрикционные молоты с доской, с ремнём, винтовые фрикционные молоты и приводные механические (кривошипные).
На фрикционных молотах для подъёма бабы используются силы трения. Падение бабы происходит под действием собственной массы и этим определяется энергия удара. Падающие части включают либо жесткий элемент (молоты с доской), либо гибкий (молоты с ремнём). Фрикционные молоты применяются для горячей и реже для холодной штамповок листовых изделий из мягкой стали и цветных металлов. Для ковки фрикционные молоты не применяются.
У винтовых фрикционных молотов баба соединена с винтовым шпинделем. Винт приводится во вращение электродвигателем при помощи двух дисков попеременно: один диск используется для опускания ползуна, а второй для подъёма. В кривошипных молотах движение передаётся рычажной системой от электродвигателя через кривошип упругому элементу: резиновому, рессорному или пружинному.
Упругий элемент отдаёт энергию молотовой бабе, ускоряя её падение. Эти молоты применяют для протяжки заготовок небольшого поперечного сечения, например при изготовлении подков, лезвий ножей, медицинского инструмента и т. п. Прессы имеют рабочие цилиндры, создающие усилия обжатия поковки, и цилиндры обратного хода. Гидропривод пресса должен развивать большую мощность во время обжатия заготовки. Для создания запаса жидкости высокого давления используется гидравлический аккумулятор или мультипликатор. К. п. д. прессовых установок невелик и составляет 6-8 % для прессов с аккумуляторами и 1,5-2 % с мультипликаторными при?