Реферат: Отделочная обработка наружных и внутренних цилиндрических поверхностей
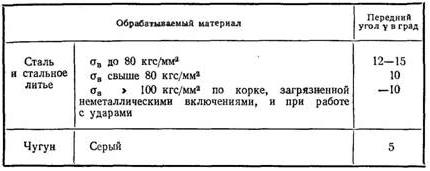
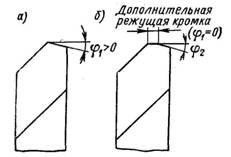
Рис. 4 – Проходные резцы без дополнительной режущей кромки (а) и с дополнительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой обработки выполняются как без дополнительной режущей кромки (рис. 4, а), так и с дополнительной режущей кромкой (рис. 4, б). Как будет видно из дальнейшего изложения, резцы с дополнительной режущей кромкой позволяют вести обточку со значительно большими подачами, обеспечивая в то же время весьма хорошую шероховатость поверхности V4 — V51.
1.5 Форма передней поверхности, углы и другие элементы быстрорежущих резцов
Форма передней поверхности этих резцов выбирается в зависимости от обрабатываемого материала, подачи и некоторых других условий по табл.4 и в соответствии с общими соображениями, приведенными ниже.
Таблица 4 – Формы передней поверхности быстрорежущих резцов
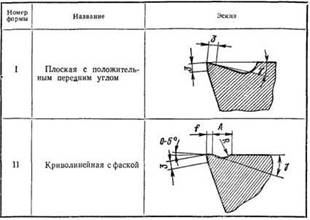
Передняя поверхность по форме I делается у резцов для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует делать переднюю поверхность резцов для обработки стали с бв 80 кгс/мм2, вязких цветных металлов и легких сплавов при необходимости завивания стружки.
Таблица 5 – Значения радиуса закругления при вершине, элементов радиусной лунки и размеров фаски резца
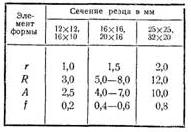
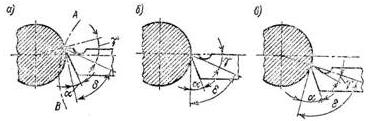
Рис. 5 – Изменение углов резца в зависимости от положения его вершины относительно линии центров станка
Передний угол рассматриваемых резцов, используемых для обработки стали, принимается равным 20—25°, а задний угол — равным 6°, при обработке медных сплавов передний угол — 20°, а задний — 8°. Значение главного и вспомогательного углов в плане, а также угла наклона главной режущей кромки быстрорежущих резцов можно брать по соответственным данным для твердосплавных резцов.
Рекомендуемые значения радиуса закругления при вершине резца r, элементов радиусной лунки R и А, а также размера фаски f в зависимости от сечений резца приведены в табл. 5. При обработке легких сплавов ширина фаски / принимается равной нулю.
1.6Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания. Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис. 5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки. Из сказанного вытекает общее правило, заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда наиболее легкое отделение стружки важнее всего, резец необходимо устанавливать или на высоте линии центров станка, или несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень твердых материалов. В этом случае давление стружки на резец получается очень большим и резец отгибается вниз, причем вершина его (рис. 5, а) описывает дугу АВ. Если резец при этом установлен так, что вершина его расположена выше линии центров станка, он втягивается в материал детали. В результате этого неизбежны выкрашивание режущей кромки резца, а иногда и поломка его. При установке резца на высоте линии центров и в особенности ниже ее резец под давлением стружки также отгибается, но вершина его не втягивается в материал детали, а наоборот, отходит от нее.
Проверка положения вершины резца относительно линии центров станка производится по острому концу заднего центра или по риске, нанесенной на пиноли задней бабки.
1.7 Общие правила установки резца в резцедержателе
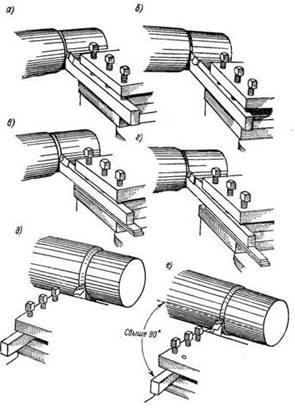
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.