Реферат: Отделочная обработка наружных и внутренних цилиндрических поверхностей
1. Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
4. При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
5. Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
6. Работать следует только доведенным резцом.
7. Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности. Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
8. Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
9. При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
10. Ширина среза не должна превышать 2/3 длины режущей кромки резца.
1.9 Режимы резания при черновом обтачивании твердосплавными резцами
Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 6, 8, 10 и 12.
Таблица 6 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами
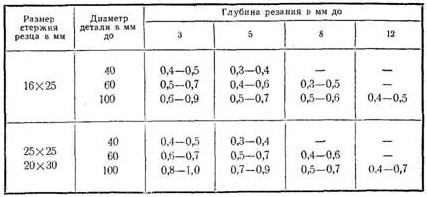
Таблица 7 – Скорости резания (в м/мин) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами
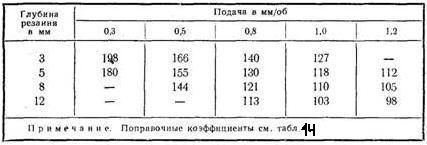
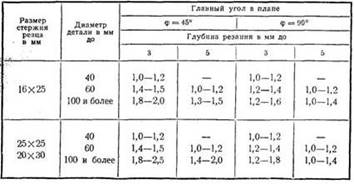
Таблица 8 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл. 7, 9, 11 или 13) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предстоящей обработки.
Главнейшими из таких условий являются стойкость резца (коэффициент K1), механические свойства обрабатываемого материала (коэффициент К2), состояние обрабатываемой поверхности (коэффициент Кз), материал резца (коэффициент К4) и его главный угол в плане (коэффициент К5) - Значения этих коэффициентов приведены в табл. 14.
Таблица 9 – Скорость резания (в мм/об) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
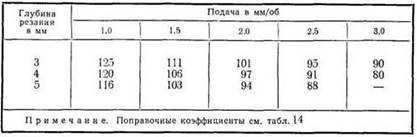
Таблица 10 - Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами
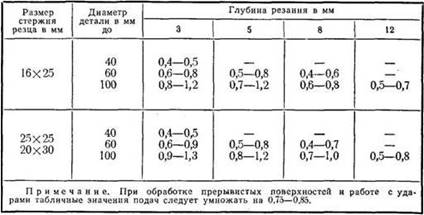
Таблица 11 – Скорости резания (в м/мин) при чёрновом обтачивании серого чугуна твёрдосплавными резцами
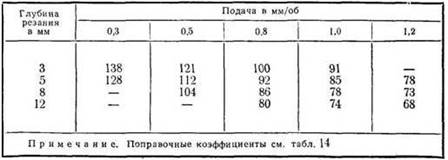
Таблица 12 – Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)