Реферат: Проектирование средств автоматизации и технологической оснастки
Выбор базового варианта автоматизированных средств загрузки.
Применение промышленных роботов (ПР) при обслуживании станков с ЧПУ позволяет исключить участие рабочего в выполнении вспомогательных операций и полностью автоматизировать процесс механической обработки, а применение ПР, оборудованного двумя руками или двумя захватами, позволяет уменьшить время простоя станка за счет уменьшения времени действия робота.
Анализ возможных компоновок роботизированных технологических комплексов показал, что удовлетворяющим всем требованиям является типовой РТК АСВР-06, предназначенный для автоматизации технологического процесса шлифовальной обработки деталей типа валов в условиях серийного производства. В состав комплекса АСВР-06 входят круглошлифовальный станок с ЧПУ 3М151Ф2 и ПР портального типа М40П05.02. ПР в составе комплекса выполняет следующие операции: загрузку (разгрузку) станка заготовками, перебазирование и раскладку заготовок и деталей в магазине, а также их поиск перед загрузкой в станок. Конструкцией ПР предусмотрены устройства для автоматического закрепления захватов, что дает возможность осуществлять автоматическую смену захватов.
Техническая характеристика станка 3М151Ф2
Наибольший диаметр наружного шлифования, мм 20-180
Наибольшая длина шлифования, мм 650
Частота вращения , об/мин, шпинделя заготовки с бесступенчатым регулированием 50-500
Частота вращения шпинделя шлифовального круга, об/мин 1590
Мощность электродвигателя привода главного движения, кВт 15,2
Габаритные размеры (с приставным оборудованием): длина´ширина´высота, мм 5400´2400´2170
Масса (с приставным оборудованием), кг 6500
Техническая характеристика ПР мод. М40П05.02
Грузоподъемность, кг 40
Число рук 1
Число захватов 2
Число обслуживаемых станков 1-4
Число степеней подвижности 3
Максимальный ход каретки, мм 10800
Погрешность позиционирования, мм ±1
При выборе автоматизированного средства загрузки - захватного устройства (ЗУ) робота, учитываем требования надежности захватывания и удержания объекта, стабильности базирования, недопустимость повреждения детали.
Исходя из этих требований и параметров заданной детали, определяем, что необходимо центрирующее или базирующее ЗУ. Отвечающими этим требованиям являются механические и электромагнитные ЗУ. Однако, хотя электромагнитные устройства просты по конструкции и обеспечивают высокую точность базирования, при их использовании возникает опасность загрязнения и повреждения поверхностей детали и захватного устройства вследствие явлений остаточного магнетизма. Выбираем механическое ЗУ.
Из механических ЗУ выбираем группу ЗУ командного типа, т.к. неуправляемые и неприводные не подходят вследствие того, что разжим рабочих элементов таких ЗУ происходит при контакте с заготовкой, из-за чего могут быть повреждены поверхности детали. Из командных ЗУ широко применяются надежные и простые по конструкции клещевые рычажные и клещевые реечные. Первые дают значительное увеличение усилия зажима детали (которое в данном случае не требуется вследствие небольшой массы детали), а реечные имеют меньшие габаритные размеры. Выбираем клещевое управляемое центрирующее ЗУ с реечным передаточным механизмом.
Из конструкций таких ЗУ с одной и двумя парами поворотных губок выбираем ЗУ с одной парой поворотных губок, т.к. ЗУ с двумя парами губок может повредить отшлифованные поверхности детали, за которые в этом случае будет осуществляться захват. Учитывая, что длительность цикла установки заготовки и снятия обработанной на станке детали однопозиционных ЗУ больше цикла двухпозиционных, выполняемого при смене позиций схватов, выбираем двухпозиционное клещевое управляемое широкодиапазонное центрирующее ЗУ с реечным передаточным механизмом.
Разработка проектного варианта автоматизированных средств загрузки.
В проектном варианте взята за основу конструкция двухпозиционного центрирующего захватного устройства с реечным передаточным механизмом для деталей типа гладких и ступенчатых валов, описанная в [5], с. 15.
В этой конструкции учтены практически все необходимые условия, однако есть существенный недостаток: профиль губок не позволяет надежно захватывать и центрировать длинные детали малого диаметра. Для устранения этого недостатка в проектном варианте захватного устройства предлагается применить губки в виде призм.
Двухпозиционное центрирующее захватное устройство.
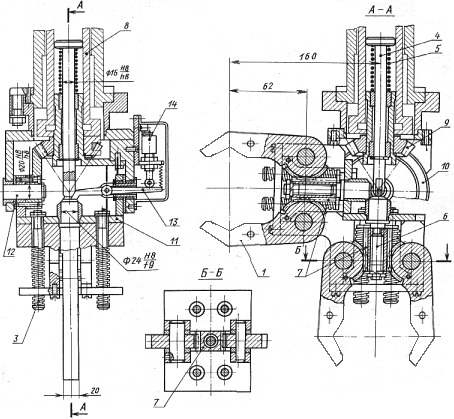
Рис. 2.2.1.