Реферат: Проектирование участка сборки-сварки корпуса клиновой задвижки для автоматической сварки
7 Проектирование сборочно-сварочного участка. 64
7.1 Расчет потребного количества оборудования, рабочих мест. 64
и состава работающих. 64
7.2 Транспортная часть. 67
7.3 Планировка участка. 68
7.4 Строительная часть. 70
Список используемой литературы.. 72
1 Характеристика изделия
Корпус клиновой задвижки КП.630661.11.01.00.000 СБ представляет собой сварочную единицу в состав которой входит следующие детали: седло поз. 1, полукорпус поз. 2, горловина поз. 3, направляющая малая поз. 4, направляющая поз. 5.
В зависимости от заказа задвижки могут поставляться:
- с ручным управлением;
- с электроприводом;
- фланцевыми с комплектацией или безответными фланцами;
Задвижки клиновые применяются в качестве запорного устройства на трубопроводы для воды, пара и жидких нефтепродуктов.
В зависимости от материала корпусных деталей задвижки могут использоваться и на других средах, включая и агрессивные, по отношению к которым материал является нейтральным. Уплотнение затвора - износостойкие наплавки, которые позволяют длительно эксплуатировать задвижки с данной герметичностью. Герметичность затвора: по классу С ГОСТ 9544-93.
Задвижки могут эксплуатироваться в районах с умеренным климатом с температурой окружающей среды от +5 до +70 °С в обслуживаемых помещениях. Предельно допустимая рабочая температура для материала марки 15ГС составляет 4000 С [1].
Корпус клиновой задвижки показан на рис. 1. Она состоит из двух полукорпусов (поз. 2), которые соединены при помощи сварного соединения (см. рис. 1) с помощью подклодного кольца (поз. 6), которое служит для сборки полукорпусов и для подкладки для дальнейшей сварки. После сварки это кольцо вырезается для дальнейшего приваривания к этому месту направляющей (поз. 5). Горловина (поз. 3), которая приваривается к расточенному месту в полукорпусах, которая служит для дальнейшего подвода запорного устройства. К части полукорпуса и горловины приваривается направляющая малая (поз. 4), которая является продолжением направляющей (поз. 5). Сёдла (поз.1) привариваются внутри корпуса на которые наплавляются износостойкий материал. Масса готового изделия (корпуса клиновой задвижки) составляет 430 кг.
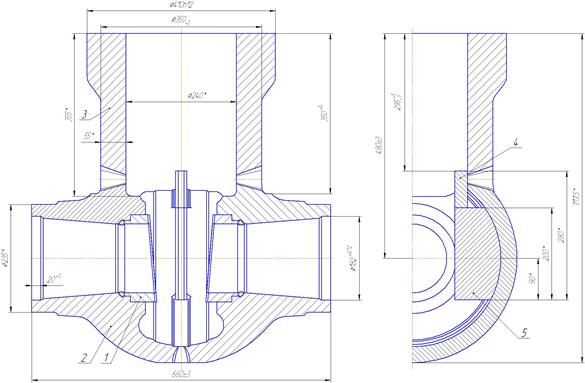
Рисунок 1 – Корпус клиновой задвижки.
2 Оценка технологичности изделия
2.1 Анализ свариваемости материалов
Корпус клиновой задвижки изготавливается из стали – 15ГС по ТУ14-1-1529-2003, поковка по ОСТ 108.030.113-87.
Свариваемость – свариваемость без ограничений.
Способы сварки – ручная дуговая сварка, ручная аргонодуговая сварка неплавящимся электродом, автоматическая сварка под флюсом, механизированная сварка плавящимся электродом в среде активных газов и смесях, электрошлаковая сварка и контактная точечная сварка[2].
Сталь 20 по ГОСТ 1050-88:
Свариваемость – свариваемость без ограничений (кроме химико-термически обработанных деталей).
Способ сварки - ручная дуговая сварка, ручная аргоновая сварка неплавящимся электродом, автоматическая сварка под флюсом, механизированная сварка плавящимся электродом в среде активных газов и смесях и контактная точечная сварка[2].
Для стали 15ГС и толщиной изделия 38 мм требуется производить высокотемпературный отпуск, при температуре 630±30 0 С с выдержкой 1,5 ч [4].
Детали корпуса клиновой задвижки состоят из следующих марок сталей:
1. Седло (Поз. 1) – Сталь 20 (ГОСТ 1050-88);
2. Полукорпус (Поз. 2) – 15ГС (ТУ14-1-1529-2003);
3.Горловина (Поз. 3) – 15ГС (ТУ14-1-1529-2003);
4. Направляющая малая (Поз. 4) – Сталь 20 (ГОСТ 1050-88);
5. Направляющая – Сталь 20 (ГОСТ 1050-88);