Реферат: Разработка технологического процесса изготовления детали
В результате получаем:
![]()
Проанализируем поперечный раскрой:
![]()
Таким образом, продольный раскрой более экономичен, так как при этом раскрое коэффициент использования материала больше, чем при поперечном.
Приведем схемы раскрой для продольного раскроя материала (рис. 1, 2)
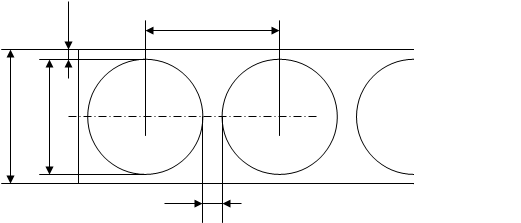 |
а=1,2 t=D+в=36,8
Bпл А
в =0,8
Рис. 1. Раскрой полосы
38,75
710
2000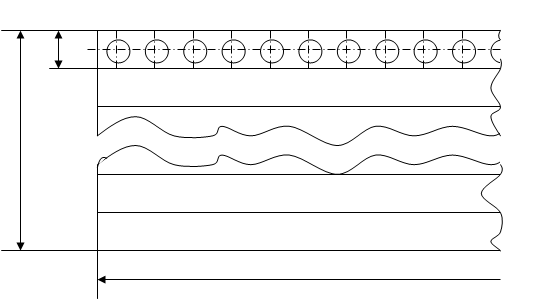
Рис. 2. Раскрой листа.
Исходя из конструкции штампа, базирование заготовки осуществляется с помощью упора и направляющих планок штампа, а базирование пуансонов - по геометрическому центру пуансона матрицы (по контору детали).
Наибольшую точность обеспечивает совпадение конструкторской и технологической баз. В данном случае будет трудно обеспечить высокую точность, так как последовательный штамп предполагает движение заготовки от пуансона к пуансону, что, естественно, увеличивает погрешность изготовления детали.
5. Назначение режимов обработки
Режимы обработки представляют собой совокупность параметров, определяющих условия, при которых изготавливаются изделия.
Штамп последовательного действия предполагает сначала - пробивка отверстий, а затем - вырубка по контуру. Вырубка и пробивка являются операциями отделения части листа по замкнутому контуру в штампе, после которых готовая деталь и отход проталкиваются в матрицу.
Для детали, получаемой штамповкой, расчет режимов заключается в определении усилий штамповки. Полное усилие штамповки складывается из усилий пробивки, вырубки, снятия и проталкивания детали.[7, с.11]
Условие пробивки определяется по формуле:
![]()
где L - периметр пробиваемого отверстия, мм;
h - толщина детали, мм;
σср - сопротивление срезу, МПа.
Из таблицы находим: σср =270 МПа.
Таким образом,
![]()
Усилие вырубки детали по контуру определяется по той же формуле:
![]()