Реферат: Робототехнологические комплексы (РТК) и гибкие производственные модули (ГПМ) для различных видов металлообработки деталей
· многостаночные РТК круговой компоновки, обслуживаемые напольными промышленных роботов.
1.3 Многостаночные робототехнологические комплексы
Многостаночные РТК линейной и линейно-параллельной компоновки, обслуживаемые подвесными промышленных роботов, имеют следующие достоинства:
1. занимают меньшую (по сравнению с РТК круговой компоновки) производственную площадь;
2. обеспечивают возможность переналадки и ремонта оборудования без остановки работы всего РТК;
3. обеспечивают возможность визуального наблюдения за работой оборудования;
4. обеспечивают безопасные условия работы обслуживающего персонала;
5. обеспечивают возможность обслуживания одним промышленных роботов трех или более станков.
1.4 Достоинства РТК одностаночного и РТК круговой компоновки
Достоинством РТК круговой компоновки, обслуживаемого напольным промышленных роботов, является то, что промышленных роботов этого типа характеризуется малой материалоемкостью и простотой обслуживания.
Основное достоинство одностаночного РТК со встроенным в станок промышленным роботом — минимальная (по сравнению с РТК других компоновок) производственная площадь, требующаяся для размещения комплекса.
1.5 ТИПОВЫЕ СХЕМЫ КОМПОНОВКИ РОБОТИЗИРОВАННЫХ КОМПЛЕКСОВ ДЛЯ СБОРОЧНЫХ И СВАРОЧНЫХ ОПЕРАЦИЙ
Роботизированные комплексы применяют для автоматизации операций на всех видах сборочных работ: для сборки комплектов под механическую обработку или сварку, при узловой сборке и окончательной сборке изделия, а также при раскладке или разборке деталей в таре и на столах-спутниках
При автоматизации сварочных операций ПР могут использоваться как в качестве основного, так и вспомогательного технологического оборудования роботизированных комплексов В первом случае ПР непосредственно выполняет сварку, для чего он оснащается рабочим инструментом, сварочными клещами или горелкой с электродами Во втором случае ПР обслуживает стационарные сварочные машины, обеспечивая сборку и установку в рабочую зону машины свариваемых деталей, а также снятие готовых изделий.
РТУ д ля предварительной сборки и автоматической сварки узлов опор ЛЭП (массой до 15 кг) построен на базе трех параллельно работающих сварочных ПР мод 109А напольною типа и обслуживаюшего их ПР типа “Универсал-15М”.
Сборочный и сварочный комплексы типа " Универсал - 15М" и ПР 109А
Схема планировки
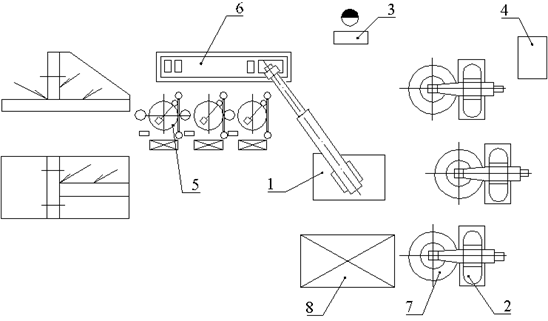
1. ПР мод. "Универсал 15М"; 2 - сварочный ПР мод. 109А (3 шт.); № - пульт управления; 4 - устройство управления; 5 - позиция предварительной сборки (3 шт.); 6 - конвейер (6 шт.); 7 - стол - кантователь (3 шт.); 8 - склад - стеллаж изделий.
Данный роботизированный сварочный комплекс используется в крупносерийном производстве однотипных изделий Предварительная сборка узлов осуществляется на специализированных стендах вручную Собранные и механически закрепленные на приспособлениях-спутниках узлы устанавливаются на конвейер накопитель, откуда ПР мод “Универсал-15М” переносит их на один из трех столов-кантователей, являющийся в этот момент свободным. Каждый из трех РТК, состоящий из стола кантователя и сварочною ПР напольного типа мод. 109А, выполняет необходимые операции дуговой сварки швов, предусмотренные его управляющей программой. После выполнения сварки обслуживающий ПР мод “Универсал-15М” переставляет сваренный узел вместе с приспособлением-спутником на склад-стеллаж готовых изделий.
Робо тизированный комплекс мод РСК 02 предназначен для автоматизации технологического процесса групповой сборки узлов электроаппаратов, состоящих из комплексов типа вала—втулки (массой до 0,2 кг).
Сборочный РТК мод. РСК - 02
Схема планировки
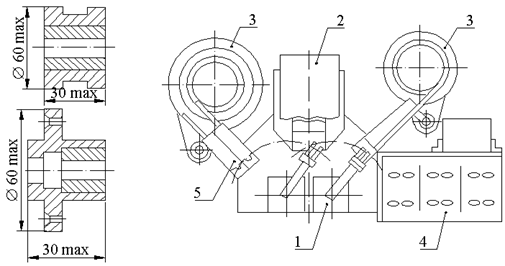
1 - автоматический манипулятор мод. РСК 02.12 (2 шт.); 2 - пневмопресс мод. РСК 02.11; 3 - вибробункер мод. ВПУ - 250А (2 шт.); 4 - устройство управления манипулятором; 5 - конвейер отводящий (вибролоток).
Собираемые детали из вибробункеров поштучно выдаются в ориентированном виде на позиции выгрузки Автоматические манипуляторы в составе комплекса последовательно транспортируют детали в сборочное приспособление, находящееся на пневматическом прессе, с помощью которого производится соединение деталей. После выполнения сборки комплекты переносятся манипулятором на позицию загрузки отводящего конвейера (вибролотка).
Робот изированный комплекс для автоматизации технологической операции сварки рамы с кожухом стиральной машины выполнен на базе подвесного устройства для точечной сварки мод. КРН80.21.125 и ПР напольного типа мод. РR-32.
РТК на базе машины точечной сварки КРН 80.21.125 и ПР PR - 32
Схема планировки
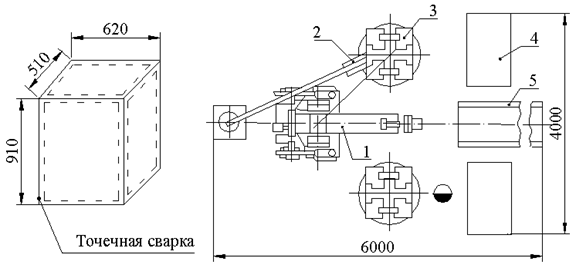
1 - ПР мод. PR - 32 напольного типа; 2 - подвесное устройство для точечной сварки мод. КРН 80.21.125; 3 - поворотно - позиционирующий стол (2 шт.); 4 - стол - спутник (2 шт.); 5 - отводящий конвейер тактового типа.
Технологическую операцию точечной сварки ПР выполняет с помощью клещей подвесного сварочного устройства, которые автоматически крепятся к кисти руки манипулятора ПР попеременно производит сварочные операции на каждом из двух поворотных столов с закрепленными на них деталями.