Реферат: Робототехнологические комплексы (РТК) и гибкие производственные модули (ГПМ) для различных видов металлообработки деталей
Роб отизированный комплекс мод. АТМ-039 предназначен для автоматизации процесса гибки и точечной сварки металлических корпусов из листового материала В исходном положении ПР напольною типа мод. РБ-110 находится перед устройством, которое выполняет гибки раскроя листа, придавая ему коробчатую форму После завершения операции гибки ПР захватывает изделие и переносит ею к аппарату точечной сварки, который автоматически выполняет сварной шов на каждом ребре коробки, состоящий из восьми точек с шагом 50 мм. Шаговую подачу изделия, а также его поворот в процессе сварки всех швов робот осуществляет в соответствии с управляющей программой. Сваренную коробку ПР затем переносит на стеллаж-накопитель готовых изделий.
РТК для точечной сварки из листовых заготовок деталей типа корпусов АТМ - 039
Схема планировки
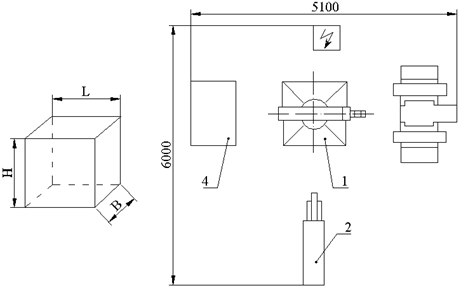
1 - ПР мод. РБ - 110; 2 - автомат точечной сварки; 3 - устройство гибки; 4 - накопитель изделий после сварки (стеллаж).
Разновидностью сборочных процессов являются операции укладки деталей в ориентированном виде в тару или на столы-спутники при их транспортировании на технологический участок или автоматическую линию для последующей обработки.
РТК м од АТМ-049 предназначен для автоматизации процесса укладки деталей типа валов (массой до 37 кг) в тару.
РТК для установки деталей типа валов в ориентированном виде в тару, на столы - спутники АТМ - 049
Схема планировки
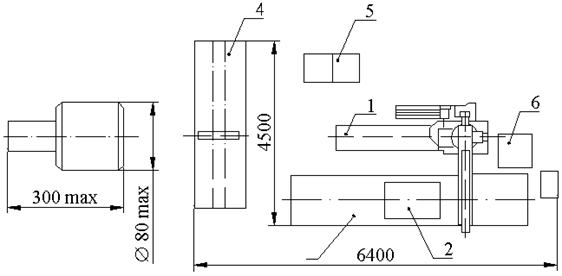
1 - ПР мод. РБ - 232Т; 2 - тара деталей; 3 - роликовый конвейер; 4 - конвейер падающий роликовый; 5 - устройство управления; 6 - пульт управления ПР.
В составе компл екса имеется ПР, который снимает деталь с подающего роликового конвейера и укладывает ее определённым образом в тару, установленную на конвейере-накопителе После этою конвейер перемещается на один шаг, а ПР возвращается к подающему конвейеру за очередной деталью.
Планировка зоны РТК должна проводиться в зависимости от типа используемого технологического оборудования, его компоновки, формы, размеров и расположения рабочих зон, уровня автоматизации оборудования, надежности его работы и степени информационного обеспечения, а также от компоновки и структурно-кинематической схемы ПР с учетом действующих норм технологического проектирования соответствующего производства.
При организации РТК, участков, линий необходимо предусматривать максимальную механизацию и комплексную автоматизацию основных и вспомогательных технологических операций и видов работ, связанных с воздействием на работающих опасных и вредных факторов, оставляя за операторами функции управления и контроля.
Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т.
2 Гибкие производственные модули (ГПМ)
2.1 Общее представление о гибких производственных модулях
Гибкие производственные модули (ГПМ), объединяя в своем составе совокупность технических систем и устройств, функционально необходимых для выполнения сложных технологических операций, являются ГПС нижнего структурного уровня.
В состав ГПМ для механической обработки входят одна или две единицы основного технологического оборудования с устройствами ЧПУ и вспомогательное оборудование для смены заготовок и инструмента (накопитель, автооператор или ПР), удаления стружки, контроля качества обработки, контроля и подналадки технологического процесса. ГПМ, предназначенный для автономной работы, в автоматическом режиме выполняет многократно заданные циклы обработки, имеет возможность встраиваться в ГПС более высокого уровня.
В зависимости от конкретных целей производства применяются различные по составу оборудования и его расположению ГПМ. Типовые компоновки ГПМ, в состав которых входит один станок
2.2 ГПМ на базе токарного станка с передним расположением робота
Робот, имеющий схват, закрепляется на передней части токарного станка. Рядом со станком расположен накопитель, в гнезда которого оператор устанавливает заготовки (ось детали вертикальна). При включении станка робот захватывает из гнезда накопителя заготовку и переносит ее в патрон шпинделя. После зажима заготовки кулачками патрона и отвода рабочего органа робота в позицию ожидания производится обработка заготовки по программе. По завершении обработки снова включается в работу робот, его рабочий орган вводится в зону обработки, схват захватывает деталь; разжимается патрон, деталь выводится из патрона, транспортируется к накопителю и устанавливается в свободное гнездо. Схват разжимается, рабочий орган отводится в позицию ожидания, а накопитель перемещается на шаг. Затем цикл повторяется.
При использовании робота с двумя схватами цикл перемещения заготовки следующий.
В позиции I дверца рабочей камеры станка открывается и схват А перемещается для удаления обработанной детали. В позиции II деталь выводится из патрона, схваты А и В поворачиваются на 180° для смены положений. В позиции III заготовка схватом В помещается в патрон: схват А перемещает деталь из зоны обработки; дверца камеры закрывается и начинается обработка детали. В позиции IV схват А помещает деталь на позицию «а» накопителя; схват В захватывает следующую заготовку на позиции «в», накопитель перемещается на следующую позицию и цикл повторяется. В результате при использовании робота с двумя захватными устройствами сокращается вспомогательное время и повышается производительность работы модуля.
2.3 ГПМ на базе токарного патронного станка высокой точности (ТПК-125-ВА)
Модуль предназначен для патронной обработки высокоточных деталей из сталей и цветных сплавов: расточки и обточки цилиндрических, конических и фасонных поверхностей, нарезания резьб, подрезки торцов, проточки канавок и др.
Станок обладает высокой стабильностью положения режущего инструмента при его автоматической смене, обеспечиваемой специальной конструкцией револьверной головки.
Установка и смена деталей автоматизированы с помощью пневматического робота.
За один установ модуль может производить предварительную и финишную обработку большого количества поверхностей.
Компенсация износа инструмента осуществляется с помощью системы электронной коррекции.
2.4 ГПМ на базе токарного станка 16К20ФЗ
Этот модуль построен, и предназначен для обработки наружных и внутренних поверхностей деталей типа тел вращения. Он включает в себя токарный станок 16К20ФЗ с ЧПУ, робот для автоматической загрузки и тактовый стол, выполняющий одновременно функции накопителя и транспортера деталей.
2.5 Основные технические характеристики модуля 16К20ФЗ
Наибольший диаметр изделий, мм:
устанавливаемых над станиной..............................................500