Реферат: Технологічні процеси обробки заготовок
Стандартом встановлено 14класів шорсткості. Із підвищенням порядкового номеру шорсткість поверхні зменшується.
2. Обробка заготовок різанням
Для обробки заготовок деталей машин застосовують: механічну обробку різанням, обробку пластичним деформуванням без зняття стружки, обробку з використанням хімічної, електричної, променевої, світлової та інших видів енергії. Доволі прогресивними є комбіновані способи.
З усіх способів обробки найпоширенішими є способи обробки заготовок різанням. Сьогодні на машинобудівних підприємствах металорізальні верстати становлять 50-80% від загальної кількості обладнання. Частка обробки різанням становить близько 35%,а отже, впливає на темпи розвитку машинобудування.
Обробка різанням - це процес, при якому із заготовки (відливки, поковки) зрізується шар металу з метою одержання деталі певної геометричної форми, точності розмірів і шорсткості поверхонь. Шар металу, що зрізується, називають припуском на механічну обробку. На рисунку 1 показано величину припуску (заштриховано). Бувають припуски загальні та міжопераційні, симетричні й несиметричні. Припуск на обробку впливає як на якість деталі, так і на її собівартість. Він має бути оптимальним.
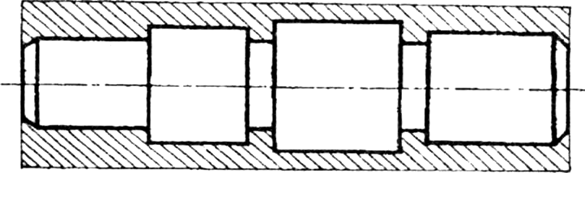 |
Рис. 1. Ескіз деталі з припуском на обробку
Механічну обробку різанням здійснюють на металорізальних верстатах за допомогою металорізальних інструментів. Різання металів - це складний і трудомісткий процес, що супроводжується рядом фізичних явищ. Пізнання фізичної суті процесу дає змогу керувати цим процесом, забезпечувати максимально можливу продуктивність обробки. При обробці різанням припуск на обробку зрізують за один раз, або за декілька. Кожен елементарний об'єм металу, що зрізується, утворює стружку. Види стружки залежать від властивостей матеріалу заготовки, геометрії і форми заточування різального інструмента, режимів різання. Розрізняють зливну стружку (при обробці пластичних матеріалів), елементну (у твердих, малов'язких), сколювання (у сталей з малими швидкостями різання), надлому (у твердих і крихких матеріалів).
Процес різання супроводжується значним виділенням тепла, що дуже впливає на спрацювання і стійкість металорізальних інструментів, на якість обробленої поверхні.
Тепловий баланс процесу різання підраховують так:
Qд + Qn . n + Qз.п. = Q1 + Q2 + Q3 + Q4 ,
де Qд - тепло від пластичних деформацій;
Qn . n - тепло від тертя стружки об передню поверхню інструмента;
Qз.п. - тепло від тертя задніх поверхонь інструмента об заготовку;
Q1 - тепло, що йде в стружку (45-94%);
Q2 - тепло, що залишається в деталі (43-3%);
Q3 -тепло, що переходить в інструмент (8-2%);
Q4 -тепло, що випромінюється в навколишнє середовище (~ 1%).
Зі збільшенням швидкості різання кількість тепла, що відводиться стружкою, збільшується. Небажаним є перегрів інструмента, тому що при цьому знижується його стійкість. Для попередження перегріву застосовують при різанні мастильно-охолоджувальні рідини (МОР). Вони знижують також злипання інструмента зі стружкою. Мастильно-охолоджувальними рідинами є емульсії, розчини соди у воді, солей, мінеральних масел, рослинні олії тощо. Вони підводяться зверху на зрізуваний шар металу.
У процесі обробки різанням заготовка і металорізальний інструмент приводяться в робочий рух металорізальними верстатами і переміщуються один відносно одного. При цьому необхідним є поєднання двох видів руху - головного руху різання і руху подачі.
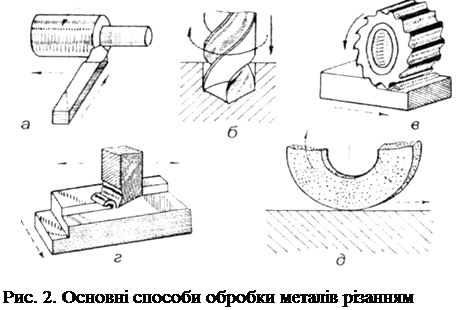
Основні способи обробки різанням такі: точіння, свердління, зенкерування, розвертання, протягування, фрезерування, стругання, шліфування та ін. (рис. 2).
При різних способах обробки взаємодія між оброблюваною заготовкою та інструментом різні. Так, при точінні (рис. 2 а) заготовка дістає рух різання (обертається), а інструмент - рух подачі (інструмент підводиться до заготовки і при обробці переміщується уздовж її осі). При свердлінні (рис. 2 б) і рух різання (обертовий), і рух подачі (поступовий) має інструмент, що обертається і переміщується уздовж своєї осі. При фрезеруванні (рис. 2 в) головним рухом різання є обертання інструмента (фрези), а рухом подачі - поступове переміщення заготовки або інструмента.
Процес обробки різанням характеризується певними елементами різання, сукупність яких називають режимом різання. Основними елементами режиму різання є наступні:
Швидкість різання -шлях точки ріжучого леза інструмента відносно заготовки в напрямі головного руху за одиницю часу:
V= ![]()
де Д -діаметр заготовки, мм;
п -частота обертання заготовки, об/хв.
Подача (S) -величина переміщення точки ріжучого леза інструмента відносно заготовки в напрямі руху подачі за один оберт заготовки або за один подвійний хід заготовки чи інструмента. Подачу вимірюють в мм/об, мм/под.хід, мм/хв - при різних методах обробки. Величину подачі здебільшого вибирають з довідникових матеріалів, іноді задають наперед.
Глибина різання - відстань між оброблюваною і обробленою поверхнями заготовки, виміряна перпендикулярно до її осі, за один робочий хід інструмента відносно оброблюваної заготовки: