Реферат: Технология литейного производства
gст – плотность стержневой смеси, gст = 1.65г/см3 .
Gст = 95637.166 * 1.65 = 157801.32г.

Опорная поверхность нижнего знака:
 (5)
(5)

Тогда:
 - условие выполнено.
- условие выполнено.
Верхний знак.
 , (6)
, (6)
где Sв.зн. – опорная поверхность верхнего знака, см2 ,
 (7)
(7)
где Pст – подъемная сила, действующая на стержень, г,
m – количество знаков в верхней полуформе, m = 5.
Pст = V* ст * (gм - gст ) –Vзн *gзн , (8)
V* ст – объем стержня, на который действует подъемная сила,
Vзн - объем стержня, на который не действует подъемная сила, см3 ,
 (9)
(9)

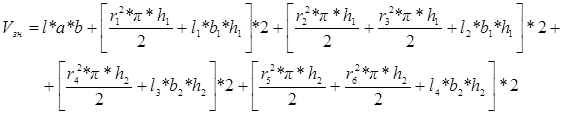 (10)
(10)
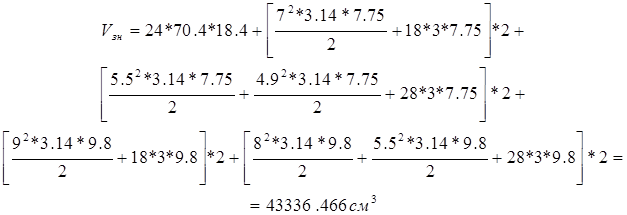
Pст = 52300.7*(7 – 1.65) – 43336.466*1.65 = 208303.576г,
P1 = 208303.576/5 = 41660.715г;
Опорная поверхность верхнего знака:
 (11)
(11)

Тогда:
 - условие выполнено.
- условие выполнено.
1.6.Расчет литниковой системы
Назначение литниковой системы
Литниковая система (л.с.) должна обеспечить спокойную, равномерную и непрерывную подачу металла в заранее определенные места отливки.
Конструкция л.с. должна создавать условия, препятствующие засасыванию воздуха потоком металла.
Л.с. должна задерживать все неметаллические включения, попавшие в поток металла.
Одной из важнейших функций л.с. является заполнение формы с заданной скоростью: при очень большой скорости заливки происходит размыв стенок формы и каналов самой л.с., а при слишком медленной заливке – значительное охлаждение металла и образование спаев, неслитин, недоливов.
Л.с. должна способствовать выполнению принципа равномерного или направленного затвердевания отливки. Она служит для частичного питания жидким металлом отливки в начальный момент ее затвердевания.
Нормальная л.с. состоит из следующих основных элементов: приемное устройство, стояк, зумпф, литниковый ход, питатели.
1.Приемные устройства
Назначение их состоит в том, чтобы обеспечить попадание струи из ковша в каналы л.с. Также эти устройства гасят энергию струи металла из ковша и частично улавливают шлак, попавший в поток из ковша.
В качестве приемного устройства применим литниковую воронку. Литниковые воронки применяются при заливке всех стальных отливок, независимо от их массы (из-за заливки из стопорных ковшей, а также для уменьшения поверхности контакта металла с литниковой системой). [10, с.5].
2. Стояк
Он представляет собой вертикальный канал л.с., по которому металл опускается от уровня чаши до того уровня, на котором он подводится к отливке.
Очень часто по условиям формовки (особенно при машинном изготовлении форм) требуется установка расширяющихся книзу стояков. В таких стояках может происходить подсос воздуха, и требуется установка дросселей, но так как сечение питателей наименьшее (то есть л.с. заполненная), то дроссели не нужны.
3. Зумпф
Очень ответственным местом в л.с. является зумпф – это расширение и углубление под стояком. Его всегда нужно делать при устройстве л.с. В нем образуется болотце металла, гасящего энергию струи из стояка и тем самым предотвращающего разбрызгивание металла. Кроме того, выходя из зумпфа в литниковый ход, металл направлен снизу вверх. При этом направление движения металла совпадает с направлением естественного движения шлаковых частиц, попавших из ковша в металл, и они быстрее выносятся к потолку литникового хода, то есть зумпф позволяет сделать короче литниковый ход и уменьшить расход металла на л.с.
4. Литниковый ход
Он представляет собой горизонтальный канал, чаще всего трапециевидного сечения, устанавливаемый на плоскости разъема формы. Основным его назначением является распределение потока металла из стояка по отдельным питателям, обеспечивая его равномерный расход.
5. Питатели
Последний по ходу металла элемент л.с. – питатели. Их количество и расположение зависят от характера заливаемых деталей. Сечение питателей должно быть таким, чтобы они легко отламывались от отливки.